anwenderreportage
Schwäbische Werkzeugmaschinen BA W06-22: Anlagenzuverlässigkeit steigert Fertigungsqualität
Hochpräzise Bearbeitungszentren erfüllen enge Toleranzvorgaben bei der Schwenklager-Herstellung für Porsche: Seit 2013 fertigt die Schabmüller Automobiltechnik GmbH die Schwenklager des Porsche Macan. Die Zerspanung erfolgt mithilfe der hochpräzisen Bearbeitungszentren BA W06-22 und BA one6 der Schwäbischen Werkzeugmaschinen GmbH, die speziell für anspruchsvolle Aufgaben in der Serienfertigung ausgelegt sind. Die hohe Präzision der Maschinen ist gerade in der Automobilbranche essentiell, da der Qualitätsanspruch nur geringe Toleranzen gestattet.

Aufgrund der Unzugänglichkeit der Bremssattelanbindung in der zweispindligen W06-22 wird das Schwenklager auf der einspindligen BA one6 fertig bearbeitet. Hierbei wird durch das Auflagekontrollsystem sichergestellt, dass das Werkstück korrekt gespannt ist und somit die Lagetoleranzen trotz Umspannen eingehalten werden können.

Helmut Häckl
technischer Leiter bei Schabmüller
„Für die Bearbeitungszentren von SW haben wir uns entschieden, weil die hohe Qualität für die nötige Ruhe im Projekt sorgt. So können wir nicht nur Zeit, sondern auch Geld einsparen. Zudem arbeiten wir bereits seit 1994 mit SW zusammen, sodass eine gute Basis des gegenseitigen Vertrauens herrscht und die notwendige Technik bereits im Haus ist.“
Dass die Bearbeitung der wöchentlich 1.700 Satz Schwenklager, die bei Schabmüller für Porsche gefertigt werden, auf zwei unterschiedlichen Maschinentypen stattfindet, war eine bewusste, strategische Entscheidung des Großmehringer Automobilzulieferers: Mit der Fertigung der Hauptlagerbohrungen, der Schwanenhalsanbindung (Federbeinstütze) und der Querlenker erfolgen 90 Prozent der Bearbeitung innerhalb der vom Endkunden Porsche geforderten Taktzeit in einem Halbkugel-Zugriff von oben auf der zweispindligen BA W06-22. Die Größe des Bauteils sowie die zu produzierende Jahresstückzahl bestimmen die Anzahl der Spindeln. Da die Zerspanung der Bremssattelanbindung aufgrund der Werkstückspannung in der OP 10 nicht realisiert werden kann und der Bearbeitungsanteil sehr viel geringer ist, erfolgt dieser Bearbeitungsschritt auf der einspindligen BA one6. „So können parallel die Bearbeitungsschritte der OP 10 und OP 20 durchgeführt werden“, erklärt Helmut Häckl, technischer Leiter bei Schabmüller. „Darüber hinaus kann die BA one6 im Bedarfsfall auch zur Kompensation von Produktionsspitzen verwendet werden.“
Um den strengen Kriterien des Automobilzulieferers – unter anderem dürfen die Positionstoleranzen in jeder Achse teilweise nur zwei bis drei Hundertstel betragen – gerecht zu werden, sind die SW-Maschinen dabei exakt auf diese Anwendungsfelder abgestimmt. So sind Fehler nahezu ausgeschlossen, da ein pneumatisches Auflage-Kontrollsystem prüft, ob das Bauteil richtig in der Vorrichtung gespannt ist – andernfalls wird der Prozess nicht gestartet. Abweichungen können dadurch sofort registriert und behoben werden. Zudem erhöht die Werkzeug-Plananlagenkontrolle die Prozesssicherheit, indem das Werkzeug an der HSK-Schnittstelle der Spindel geprüft wird. Durch Linearantriebstechnik in allen Achsen, die im Gegensatz zum Kugelgewindeantrieb einen äußerst geringen Verschleiß aufweisen, konnte zudem die vom Endkunden geforderte Taktzeit verwirklicht und eine dauerhaft gleichbleibende Werkstückqualität erreicht werden. Auch fällt die Wärmeausdehnung der Direktantriebe bedeutend geringer aus als bei konventionellen Antrieben, so dass eine hohe Langzeitgenauigkeit zugesagt werden kann.

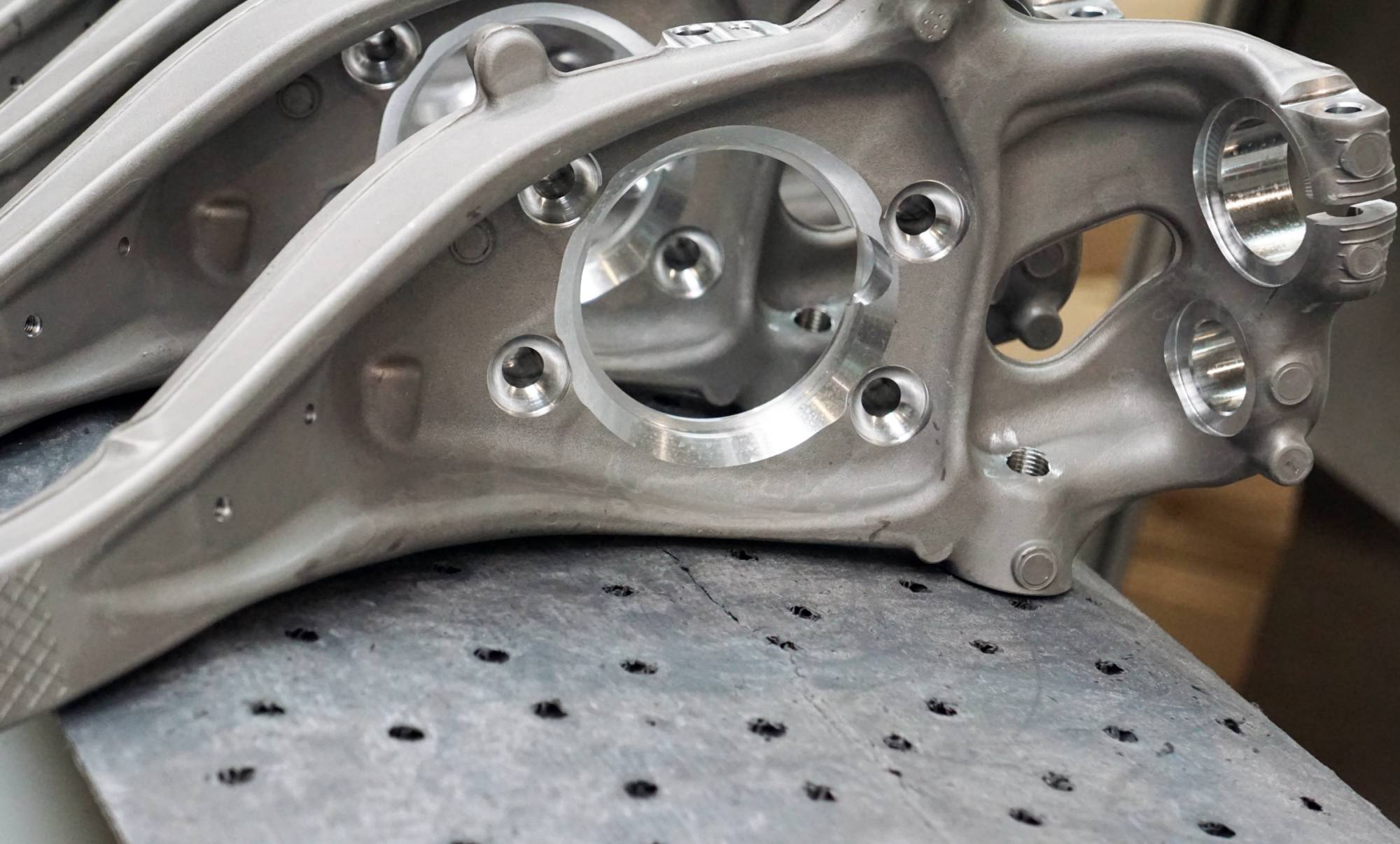
Mit der Bearbeitung der Hauptlagerbohrungen, der Schwanenhalsanbindung (Federbeinstütze) und der Querlenker erfolgen 90 Prozent der Bearbeitung der Schwenklager des Porsche Macan in einem Halbkugel-Zugriff von oben auf der zweispindligen BA W06-22. (Alle Bilder: ABOPR)

Matthias Maier
Vertriebsleiter bei SW
„Generell geht es immer darum, einem Stillstand der Maschinen vorzubeugen – denn das kostet. Zwischen Schabmüller und SW finden zur Verbesserung der Fertigung regelmäßig Workshops statt.“
Eines der schnellsten Bearbeitungszentren
Die verwendete BA W06-22 mit einem Spindelabstand von 600 mm zeichnet sich unter anderem durch ihre minimalen Span-zu-Span-Zeiten von 2,75 s aus, die eine hochgenaue Zerspanung von Leichtmetallwerkstücken in kürzester Zeit ermöglichen. Vor allem benötigt sie nur 0,7 s Hochlaufzeit von 0 auf 17.500 Umdrehungen und erreicht Hauptantriebsachsbeschleunigungswerte von bis zu 2 G, was sie zu einem der schnellsten BAZs macht, die aktuell auf dem Markt zu finden sind. Der Arbeitsraum pro Spindel beträgt 600 x 600 x 500 mm.
Zudem ist die Maschine in Monoblockbauweise konzipiert, was die Durchbiegung minimiert und einen optimalen Kraftfluss zwischen der Bearbeitungseinheit und dem Werkstückträger gewährleistet, sowie mit einer Box-in-Box 3-Achseinheit, die speziell für hochdynamische Zerspanoperationen im Leichtmetallsektor entwickelt wurde. Diese 3-Achseinheit ist als Stahl-Schweißkonstruktion ausgeführt, sodass die bewegten Massen bei höchster Systemsteifigkeit gering gehalten werden. „Sie wird rückseitig in den Monoblock eingesetzt, die horizontale Anordnung der Arbeitsspindeln ermöglicht dabei einen freien Fall der Späne“, erläutert Matthias Maier, Vertriebsleiter bei SW. Ein Doppelschwenkträger mit integrierten Rundachsen (Torque) ermöglicht darüber hinaus ein hauptzeitparalleles Be- und Entladen. Zusätzlich sind die SW-Maschinen so ausgelegt, dass sie sich ideal für das Be- und Entladen mit einem Roboter, auch von oben über ein Portal, eignen.


Bereits seit 1994 arbeitet die Schabmüller Automobiltechnik GmbH mit SW zusammen. Aktuell sind 21 SW-Maschinen in einer Halle platziert. 17 weitere folgen innerhalb der nächsten drei Jahre, wenn die zweite Halle sukzessive bestückt wird.
Infos zum Anwender
Die Schabmüller Maschinenbau GmbH ist als Großserienfertiger und Partner von beispielsweise Audi und Porsche tätig. Kernkompetenz des Unternehmens sind Leistungen in den Bereichen Großserie, Fräs- und Drehtechnik, Montage sowie Dichtprüfungen. Das Teilespektrum umfasst unter anderem Lagerrahmen, Zylinderkopfhauben, Kurbelwellenlagerdeckel, Steuergehäuse, Ölwannen sowie die Schwenklager und Radträger für den Porsche Macan. Aktuell sind bei der Schabmüller Automobiltechnik GmbH etwa 140 Mitarbeiter in den Unternehmensbereichen Zerspanung und Montage tätig.
Positionstoleranzen von < 0,005 mm
Die einspindlige BA one6, die wie die BA W06-22 auf die Bearbeitung von Werkstücken aus nicht-magnetischen Werkstoffen wie Aluminium- oder Titanlegierungen ausgelegt ist, bietet einen Arbeitsraum von 600 x 650 x 500 mm. „Der Fokus dieses Modelltyps liegt auf der Zerspanung mit höchsten Genauigkeitsanforderungen“, so Maier. Linear- und Torquemotoren in den Vorschubachsen garantieren auch hier höchste Werkstückgenauigkeit mit einer Positionstoleranz von weniger als 0,005 mm bei maximaler Dynamik und sehr kurzen Nebenzeiten. Die Span-zu-Span-Zeit beträgt lediglich 2,5 s.
Ausgerüstet ist die BA one6 ebenfalls mit einem Doppelschwenkträger für das hauptzeitparallele Be- und Entladen von Werkstücken. Da der Aufbau der Maschine identisch mit dem der BA W06-22 ist, eignet sie sich bestens für gemeinsame Verkettungen: Sie dient als passende Ergänzung mehrspindliger Fertigungslinien für die einspindlige Vor- oder Nachbearbeitung großer Leichtmetallwerkstücke, aber auch zum Ausgleich von Produktionsspitzen, wenn beispielsweise ein Zweispindler nicht ausreicht und ein drei- oder vierspindliges BAZ aufgrund der Bauteilgröße nicht eingesetzt werden kann.
Insgesamt sichert Schabmüller durch den Einsatz der SW-Maschinen eine hohe Bearbeitungsqualität und einen vom Ablauf her gesicherten Fertigungsprozess zu.


Erwartete Einsparungen
Insgesamt erzielt Schabmüller durch den Einsatz der SW-Maschinen eine hohe Bearbeitungsqualität und einen reproduzierbaren Fertigungsprozess. Dies wirkt sich erheblich auf die Ressource Personal in den Bereichen Qualitätssicherung und Instandhaltung aus. Zudem verringert sich durch die Optimierung der Schnittdaten die Bearbeitungszeit in der BA one6. Um einem Stillstand der Maschinen vorzubeugen, bietet SW mit den sogenannten PULSE-Dienstleistungen zudem Fernwartung sowie -diagnose oder eine vorbeugende Wartung an, bei der sich ein Spezialist in die jeweilige Maschine einschaltet und den Kunden über notwendige Schritte informiert. „Generell geht es immer darum, einem Stillstand der Maschinen vorzubeugen – denn das kann für den Kunden weitreichende Folgen haben und hohe Kosten verursachen“, fasst Maier zusammen. Zwischen Schabmüller und SW finden hierzu regelmäßig Service-Workshops statt. Die dabei anfallenden Optimierungsvorschläge werden anschließend von Seiten des Maschinenherstellers auch entwicklungstechnisch umgesetzt. „Wir gehen besonders auf die Probleme und Anforderungen unserer Kunden ein und entwickeln auch speziell für die Anwender“, erklärt Maier die Arbeit von SW. So wird Technologie immer wieder individuell erarbeitet.
„Für die Maschinen von SW haben wir uns entschieden, weil die hohe Qualität für die nötige Ruhe im Projekt sorgt“, berichtet Häckl. „So können wir nicht nur Zeit, sondern auch Geld einsparen. Zudem arbeiten wir bereits seit 1994 mit SW zusammen, sodass gegenseitiges Vertrauen vorherrscht und die notwendige Technik bereits im Haus ist.“ Ein wichtiger Faktor ist auch die mit diesen Maschinen zu erwartende reibungslose Fertigung innerhalb der Projektlaufzeiten von viereinhalb bis fünf Jahren. „Über diesen Zeitraum gesehen können so erhebliche Kosten eingespart werden, die wir mit Sicherheit in dieser Zeitspanne in Reparaturen oder ähnliches hätten investieren müssen, wenn wir ‚billig’ eingekauft hätten“, schätzt Häckl.
Schabmüller hat derzeit insgesamt 21 SW-Maschinen im Einsatz. Davon sind etliche durch die seit 2015 zu SW gehörende bartsch GmbH automatisiert im Einsatz. Bis 2019 wird in Großmehring eine zweite Halle sukzessive mit SW-Maschinen bestückt, in der dann noch einmal 17 automatisierte Bearbeitungszentren eingesetzt werden. Darin sollen jährlich bis zu 680.000 Zylinderkopfhauben für den Endkunden Audi hergestellt werden.
Teilen: · · Zur Merkliste