anwenderreportage
Paul Horn M409: Frässystem trotzt Chromanteil
Werkzeuge von Horn überzeugen bei hochwarmfesten Stählen: Mit seinen 14 Mitarbeitern spezialisierte sich Michael Schwab, Geschäftsführer des 2006 gegründeten Unternehmens MS-Zerspanungstechnik, vor allem aufs Drehen und Fräsen aufwändiger und komplexer Bauteile mit Herausforderungen für seine Zerspaner, Maschinen und Werkzeuge durch höher integrierte Baugruppen aus besonderen Werkstoffen. Von Anfang an hat das Unternehmen dabei auf Werkzeuge von Horn, in Österreich vertreten durch Wedco, gesetzt.

Drei Tangentialfräser des Systems M409 von Horn, die in Vergleichstests mit dem Wettbewerb bei der Zerspanung zäher, hochwarmfester Werkstoffe bei SM-Zerspanungstechnik längere Standzeiten erzielten.
Infos zum Anwender
Die MS-Zerspanungstechnik Ltd. beliefert seit Jahren namhafte Unternehmen im Bereich der Hochfrequenz-, Offshore-, Medizin- und Energietechnik, im Maschinen- und Stahlbau sowie in der Chemieindustrie. MS-Zerspanungstechnik hat sich auf das Herstellen von Dreh- und Frästeilen in Einzel- und Kleinserien spezialisiert. Das Firmengelände umfasst 1.800 m², davon 500 m² Fertigungsfläche und 250 m² überdachtes Lager.
ms-zerspanungstechnik.de
Um seine Kapazität im Drehen zu erweitern, erwarb Michael Schwab zudem den auf das Drehen spezialisierten Lohnfertiger SGS mit gleichem Kundenspektrum im nahen Frankenthal kurzerhand dazu. Als Lohnfertiger ist er gewohnt, die Bearbeitung aller Werkstoffe zu beherrschen. Eine besondere Stärke seines Unternehmens sieht er in der Bearbeitung von Kupfer für die Hochfrequenztechnik für Sender und Bodenstationen.
Seine erfahrenen Mitarbeiter bearbeiten aber genauso routiniert Edelstähle, hochwarmfeste Stähle, Inconel und Hastelloy, aber auch Aluminium, Alulegierungen und eine Vielzahl von Kunststoffen wie PE und Teflon – was immer auch seine Kunden verlangen. Er beliefert mit seinen Teilen und Baugruppen den allgemeinen Maschinenbau, Offshore-Unternehmen, Kraftwerksunternehmen, die Medizintechnik, die in dieser Gegend sehr präsente Chemieindustrie und, wie schon erwähnt, die Hochfrequenztechnik. Sein gut bestückter, moderner Maschinenpark erlaubt Drehdurchmesser bis 600 mm und Drehlängen bis 1.500 mm. Die Kubatur beim Fräsen beträgt 1.100 x 600 x 600 mm.
Die Bearbeitung hochwarmfester Werkstoffe gehört zum täglichen Brot. Die in der Region angesiedelten Unternehmen aus der Kraftwerksbranche und der Chemieindustrie zählen zu seinen wichtigen Kunden. Etwa jeweils 50 unterschiedliche, hochtemperaturbeständige Teile aus zähen hochwarmfesten Werkstoffen in unterschiedlichen Losgrößen füllen jährlich das erste Drittel seines Auftragsbuchs. Turbinenleitschaufeln, Hochtemperaturfittings, Thermoschockgehäuse und vieles mehr, werden aus Stählen wie 1.4539, 1.4571, 1.2767, 1.4841 oder 2.4602 (Hastelloy) gefertigt.

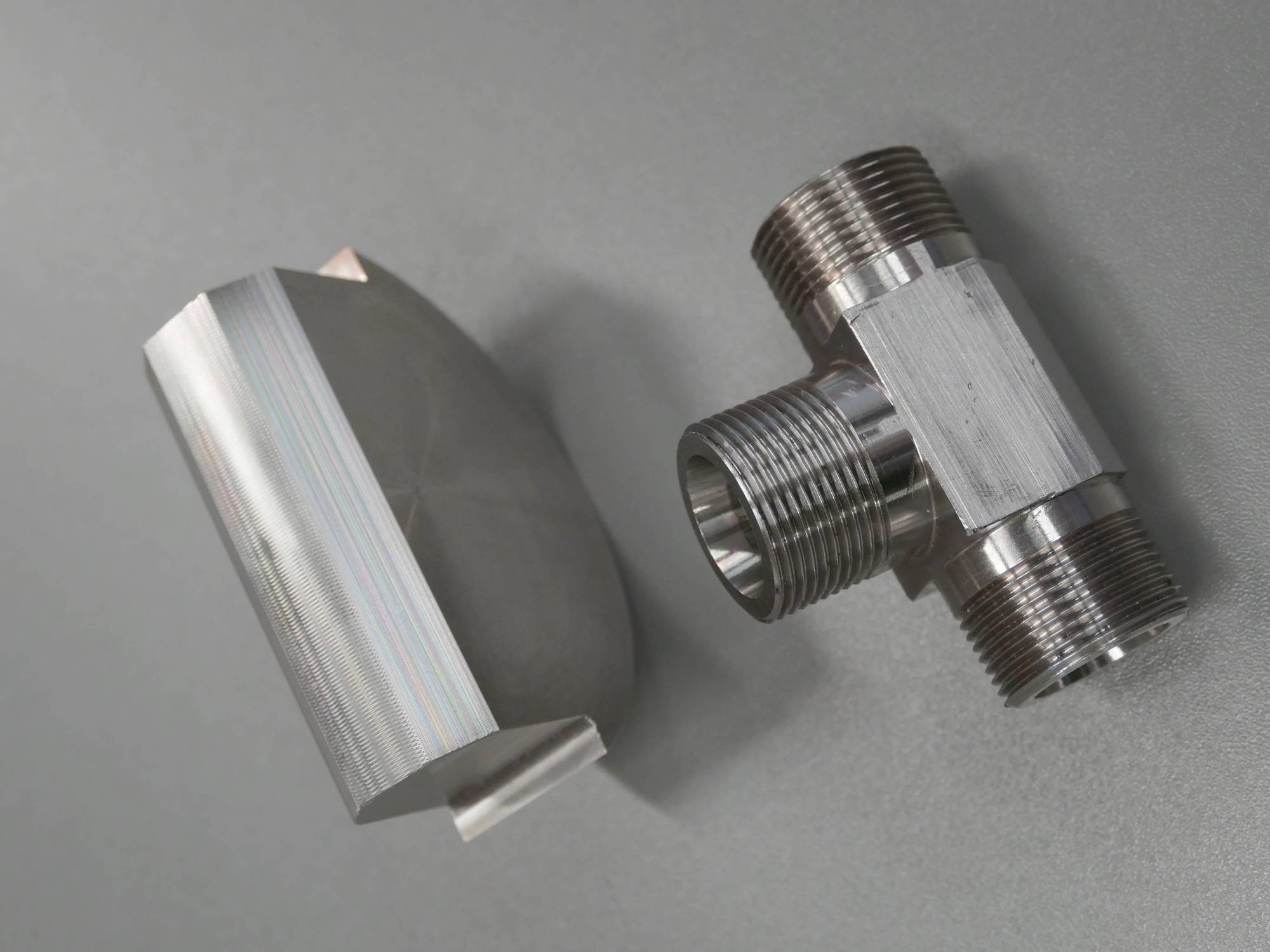
Eine kleine Auswahl an Teilen und Baugruppen aus unterschiedlichen Werkstoffen, wie sie bei SM-Zerspanungstechnik gefertigt werden.
Waffe gegen abrasiven Chrom
Turbinenleitschaufeln aus Hastelloy, einem hochlegierten Werkzeugstahl, werden bei MS-Zerspanungstechnik mit dem tangentialen Frässystem M409 von Horn bearbeitet. Der korrosionsbeständige und hochwarmfeste Werkstoff NiCrMoW ist wegen seines Chromanteils von 14 Prozent höchst abrasiv beim Zerspanen. Die leichtschneidende positive Geometrie der Schneidplatten R409 in Verbindung mit den guten tribologischen Eigenschaften und der Warmfestigkeit der Beschichtungssorte AS4B sorgt auch bei schwer zu zerspanenden Problemwerkstoffen wie Hastelloy für hohe Spanvolumen und Standzeiten.
„Des Weiteren glänzt das System M409 wie auch das ebenfalls bei MS-Zerspanungstechnik eingesetzte gleichartige System M406 mit hohen Zeitspanvolumen und guter Oberflächengüte. Anders als beim Fräsen mit radial angeordneten Schneiden sind die Tangentialschneidkörper am Umfang angeordnet. Eine hohe Anzahl an effektiven Schneiden sorgt für eine gute Schnittkraftaufteilung. Günstige Verhältnisse von Auflage und Einspannkraft sowie die hohe Stabilität der massiven Schneiden ermöglichen hohe Schnittgeschwindigkeiten und große Spandicken bei hohen Standmengen“, geht Thomas Massinger, technischer Berater bei Horn, ins Detail.
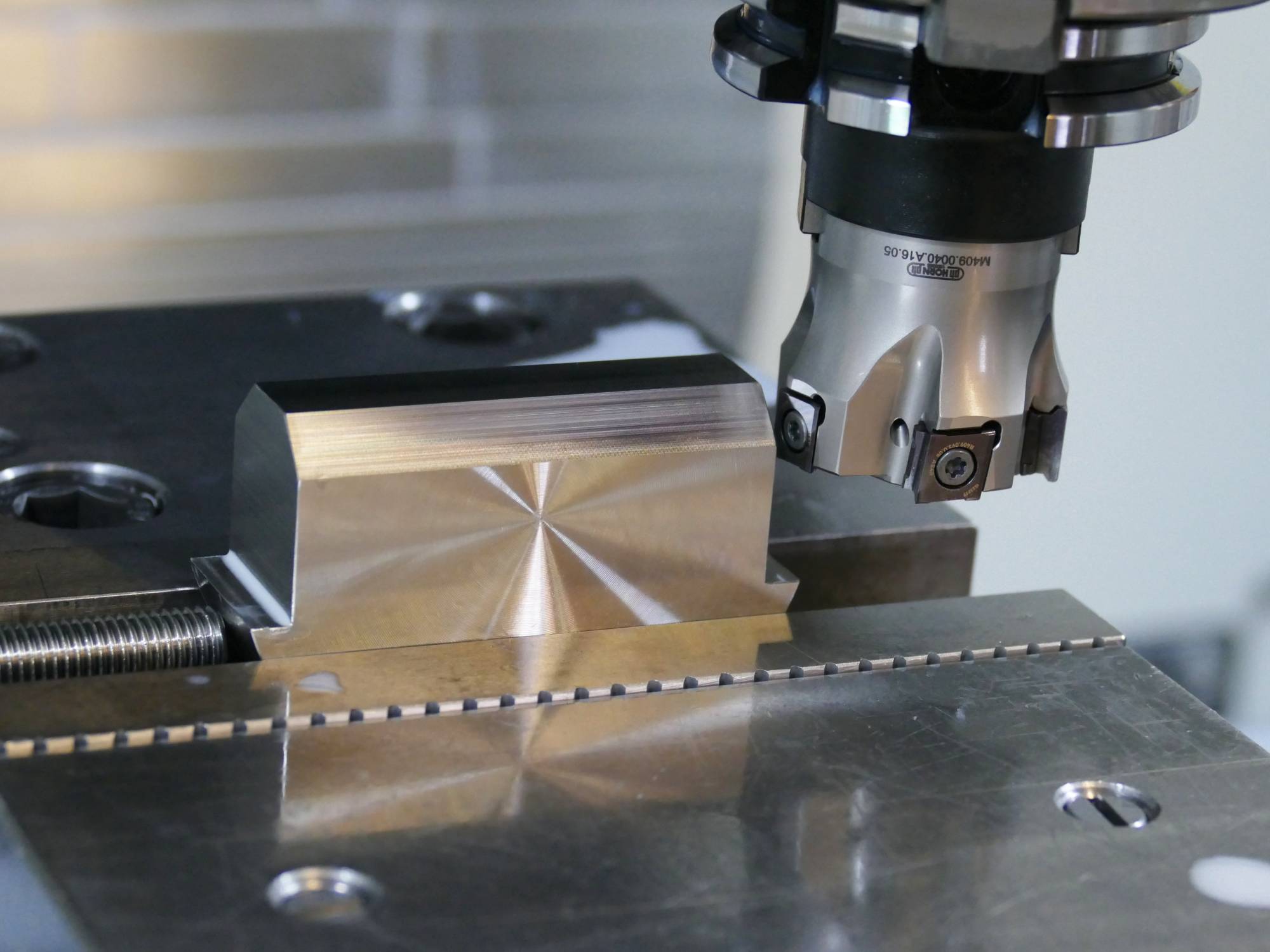
Das Frässystem M409 von Horn mit 40 mm Durchmesser, bestückt mit fünf tangentialen Wendeschneidplatten, beim Vorschruppen der Kontur eines Fittings aus hochwarmfesten 1.4539 mit etwa 20 Prozent Chromanteil.
Fitting für den Hochtemperaturbereich aus zähem und hochwarmfestem Werkstoff. Alle wesentlichen Konturen wie auch die Gewinde werden mit Horn-Werkzeugen bearbeitet.
Entscheidende Operationen mit Horn
Ein weiteres Beispiel – ein hochtemperaturbeständiger Fitting mit drei Gewindeanschlüssen aus 1.4539 (X1NiCrMoCu25-20-5) mit einem Chromanteil zwischen 19 und 21 Prozent wird aus einem Rohling mit 70 mm Durchmesser gefertigt. Die entscheidenden Bearbeitungsoperationen bewerkstelligen wiederum Werkzeuge von Horn: Ein Fräser des Systems M409 fräst in der ersten Operation die Flächen des Fittings und in der zweiten Operation den Fitting auf Länge, jeweils mit geringem Aufmaß. Nach dem Umspannen werden mit dem M409 die Zapfen vorgefräst und mit dem Horn Dreischneider Typ 313 das Gewinde gefertigt. Nach Anbringen der Querbohrung fräst ein Fräser des Typs DSM die Passung zirkular und ein Torusfräser des Typs DST die Schräge. Mit der gleichen Arbeitsfolge fräsen die gleichen Werkzeuge jeweils den zweiten und dritten Gewindeanschluss. Gekühlt wird mit Druckluft mit sechs bar mittels Venturieffekt. Es hatte sich herausgestellt, dass die Luftkühlung die Standzeit gegenüber einer Kühlung mittels Emulsion um 30 Prozent steigerte.
Obwohl dieser warmfeste und schwer zerspanbare Werkstoff mit seinem hohen Chromanteil um 20 Prozent als hoch abrasiv und schneidenfressend gilt, müssen die Schneiden des Typs 313 erst nach 15 Fittings, beziehungsweise 45 Gewinden gewechselt werden. Die Standzeit der Schneiden beim System M409 erreicht stolze 150 Minuten. „Das sind Werte, die auch bei anderen wichtigen Bauteilen leistungsfähige Schneidwerkzeuge des Wettbewerbs in Versuchen deutlich in der Standzeit übertroffen haben“, unterstreicht Massinger.
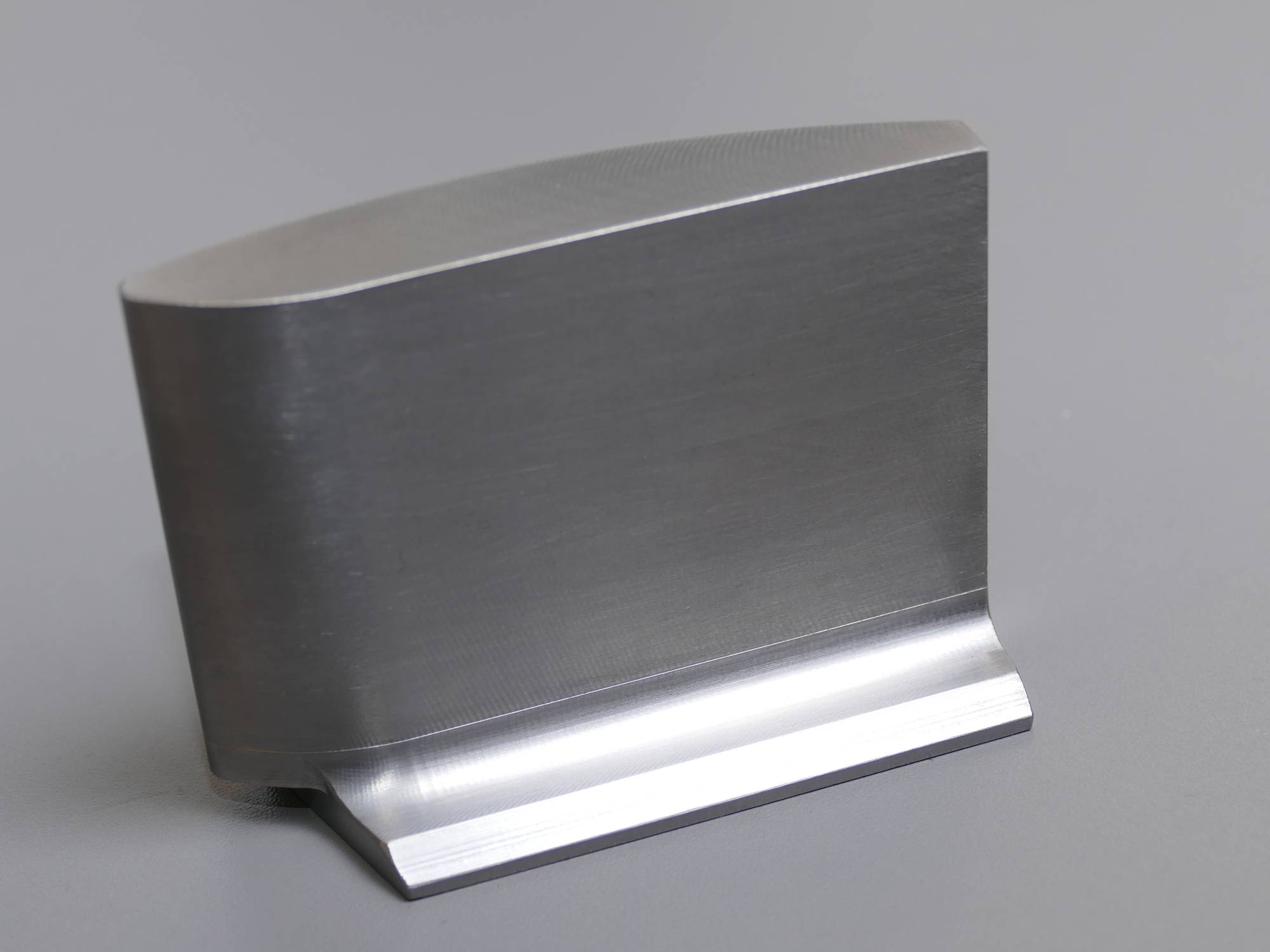
Turbinenleitschaufel für Hochtemperatur aus Hastelloy, bearbeitet mit Horn System 409 mit leichtschneidenden Tangential-Wendeschneidplatten mit guten tribologischen Eigenschaften und hoher Warmfestigkeit.

V.l.n.r.: Michael Schwab, Geschäftsführer bei MS-Zerspanungstechnik, mit Thomas Massinger von Horn und Fräser Uwe Hendrich: „Die Schneidwerkzeuge von Horn erzielen bei all unseren Einsatzfeldern die mit Abstand besten Ergebnisse.“
Die Liste ist lang
Ein drittes Beispielteil mit noch höherem Chromgehalt, ein Thermoschockgehäuse aus 1.4841 mit 24 bis 26 Prozent Chrom, bis 22 Prozent Nickel und bis 2,5 Prozent Silizium, meistern die Fräser des Typs DAH und des Typs DC für das Gewinde. Auch hier erhöhte die trockene Luftkühlung die Standzeit erheblich. „Wenn es mit Hastelloy funktioniert, dann gibt es mit anderen hochchromhaltigen Werkstoffen auch keine Probleme und erst recht nicht bei den leichter zu zerspanenden. Ich habe bei der Gründung meines Unternehmens auf den Rat von Thomas Massinger gehört und von Anfang an auf Werkzeuge von Horn gesetzt. Diese damalige Entscheidung ist auch heute noch goldrichtig. Die kompetente Beratung von Massinger, die Innovationsstärke von Horn und die daraus hervorgehenden, leistungsstarken Werkzeuge sind entscheidend für meine notwendige Prozesssicherheit und meinen wirtschaftlichen Erfolg“, resümiert Michael Schwab.
Da bei MS-Zerspanungstechnik und der Schwester SGS noch viele andere Werkstücke aus einer großen Auswahl an Werkstoffen bearbeitet werden, ist nach dieser Aussage sicher, dass eine Vielzahl von unterschiedlichen Zerspanungswerkzeugen von Paul Horn zum Drehen, Fräsen, Stechen und Gewinden eingesetzt werden. Dazu Massinger, seinen Laptop befragend: „Ja, die Liste ist wirklich lang.“
Teilen: · · Zur Merkliste