Schumacher LFB: Gewindebearbeitung im Armaturenbereich
Die Zerspanung von Trinkwasser-Armaturen ist in einem umfassenden Umbruchprozess. Durch immer strengere Verbraucherschutz-Vorschriften sehen sich die Hersteller von Gebäudearmaturen seit einigen Jahren mit einer grundlegenden Herausforderung in vielen Bearbeitungsschritten konfrontiert: Das Legierungselement Blei (Pb) muss in vielen Produkten auf ein Minimum reduziert werden bzw. komplett weggelassen werden. Dies erschwert jedoch die Zerspanung – hierbei insbesondere das Erstellen des Innengewindes – in der Serienfertigung erheblich. Von Dr. Peter Schniering, Schumacher Precision Tools

Zerspanung einer Trinkwasser-Armatur aus bleifreiem Messing (CuZn38As).
Klassische Messing- und Rotguss-Legierungen mit einem relativ hohen Bleianteil von bis zu 7 % müssen in vielen Anwendungen Werkstoffen wie CuZn21Si3P (auch unter Namen wie ECOBRASS oder ECOCAST zu finden), also nahezu bleifreien Legierungen, weichen. Einige Armaturenhersteller greifen auch auf CuZn38AS zurück, einen Werkstoff, der das Legierungselement Pb ebenfalls auf einen Bruchteil der klassischen Messing-Legierungen minimiert.

Ergebnis des Entwicklungsprojekts: Bauform und Geometrie ist für die Zerspanung bleifreier Messing-Werkstoffe (Lead-Free Brass) optimiert.
Herausforderung für Innengewinde
Für das wirtschaftliche Einbringen des Innengewindes bedeutet dieser Wechsel des Werkstoffs eine Herausforderung. Dies hängt in erster Linie damit zusammen, dass die bestehenden Geometrien zur Zerspanung der bleihaltigen, klassischen Messing-Legierungen komplett auf diese meist kurzspanenden Werkstoffe ausgelegt sind.
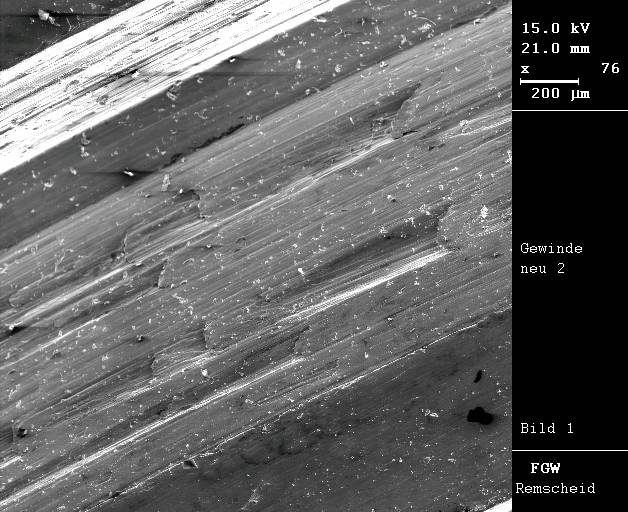
Detailaufnahmen nach Methode der Rasterelektronenmikroskopie von einem Innengewinde nach Bearbeitung mit konventioneller Geometrie und mit Schumacher LFB. Die Aufnahmen wurden unter einem Winkel von 22° erstellt. Hier die deutlichen Unebenheiten....
Bestandsversion bei bleihaltigen Armaturen-Werkstoffen
Die Legierungselemente Pb und auch S (Schwefel) führen bei den etablierten Messing-Werkstoffen (hier: CuZn39Pb3, das frühere MS58) der Armaturenindustrie zu einer kurzen Spanbildung, die für die Serienfertigung beherrschbar und in vielen Anwendungsvarianten prozesssicher umzusetzen ist. Sowohl bezüglich der Art des Kernlochs der zu fertigenden Gewindetiefe als auch des Einsatzes der Kühlschmierstoffe bieten die klassischen Messinglegierungen relativ großen Spielraum: Viele unterschiedliche Anwendungsvarianten lassen sich mit der gleichen Geometrie bearbeiten. Beim Schneiden der Innengewinde entsteht zumeist ein kurzer „Kommaspan“, der leicht aus der Bohrung gespült werden kann. Bei der Gewindezerspanung können auch bei deutlichem Verschleiß der Werkzeuge (bis hin zu Ausbrüchen an einzelnen Stegen) immer noch gute Ergebnisse erzielt werden können. Die Bearbeitung erfolgt in den meisten Fällen mit einer gerade genuteten Variante, die auch in der Nachbearbeitung durch den Kunden – etwa bei Modifikation der Anschnittlänge oder dem Nachschleifen der Zahnbrust – leicht zu beherrschen ist.
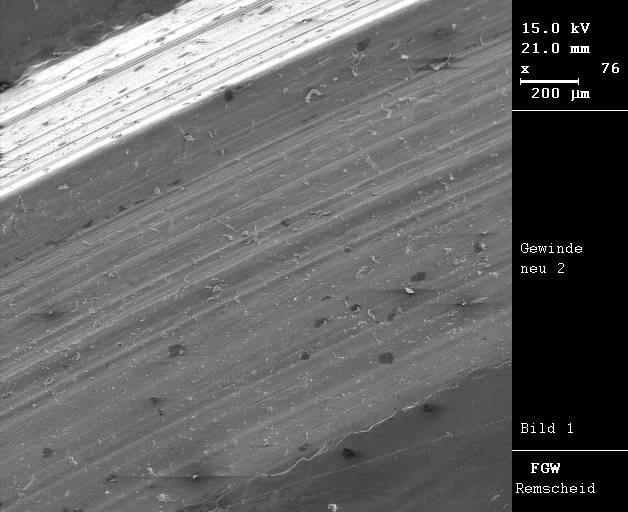
....und hier das mit der LFB-Geometrie gefertigte Gewinde. Es zeigt bei gleichen Bearbeitungsparametern eine wesentlich glattere Oberfläche.
Veränderung durch bleifreie Werkstoffe
Im Bereich der bleiarmen und -freien Werkstoffe sieht die Bearbeitung grundlegend anders aus. Es bildet sich ein langer, schwerer zu kontrollierender Span, dessen Beherrschung zum wesentlichen Erfolgsfaktor bei der wirtschaftlichen Serienfertigung von Gebäudearmaturen wird. Die Bearbeitung – gerade bei tieferen Gewinden – über eine sehr robuste Ausführung mit gerader Spannut fällt somit aus, da die Abführung des langen, zähen Spans mit dieser Nutgeometrie nicht gewährleistet werden kann.
Diese Ausführung der Spannuten muss so angepasst werden, dass bei den in der Armaturenindustrie häufig vorkommenden Grundlochanwendungen eine entsprechende Spanabfuhr sichergestellt werden kann. Diese Werkzeugausführung hat dann eine deutlich komplexere Nachbearbeitung und eine Einschränkung der Modifikation durch den Kunden zur Folge. Eine weitere Besonderheit bei den bleiarmen und bleifreien Messing-Werkstoffen ist eine höhere Abrasivität, die einen deutlich stärkeren Verschleiß zur Folge hat.

Ramin Soufiani (Schumacher), Sabine Amme (FGW/VPA) und Dr. Peter Schniering (Schumacher) bei der Besprechung von Laborergebnissen.
Entwicklung der LFB-Geometrie
Die Herausforderungen im Bereich der bleiarmen und -freien Armaturen-Werkstoffe zeigten sich dem Anwendungstechnik- und F+E-Team von Schumacher, in Österreich vereten durch Metall Kofler, bereits früh als – getragen von den Vorschriften des US-amerikanischen Marktes – die ersten Versuche bei europäischen Armaturenherstellern durchgeführt wurden. So haben erste Tests mit bleifreien Werkstoffen in der Armaturenfertigung bereits Mitte der 2000er Jahre stattgefunden. Erst das in einem breiten Anwenderspektrum auftauchende bleifreie Messing ab 2012/13 führte dann zu den Entwicklungsprojekten, die u. a. in der letzten Geometrievariante LFB (Lead-Free Brass) von Schumacher resultierten.
Als Ergebnis einer Reihe von parallelen Entwicklungsarbeiten deutscher und internationaler Armaturenhersteller wurde eine Geometrie für langspanende Stahl-Legierungen auf die Anforderung von CuZN38AS modifiziert. Hierbei wurden die Parameter Nutgeometrie, Schnittwinkel (Brust), Schnittwinkel (Rücken), Freiwinkel Anschnitt sowie Freiwinkel Flanke überarbeitet und in einer Kombination miteinander verbunden, wie sie bisher für keinen anderen Werkstoff verwendet wurden.
Die Kontrolle des Spans wird über die Kombination aus Schnittwinkeln sowie die Geometrie der Spannuten und deren Oberfläche beeinflusst. Als Resultat aus vielen Entwicklungsschritten in den Jahren 2013 bis 2016 wurden folgende Ergebnisse erzielt: Verbesserung der Werkstückoberfläche (Gewindeflanke), Erhöhung der Standzeit, Erhöhung der Prozess-Sicherheit und Erhöhung der Schnittgeschwindigkeit.
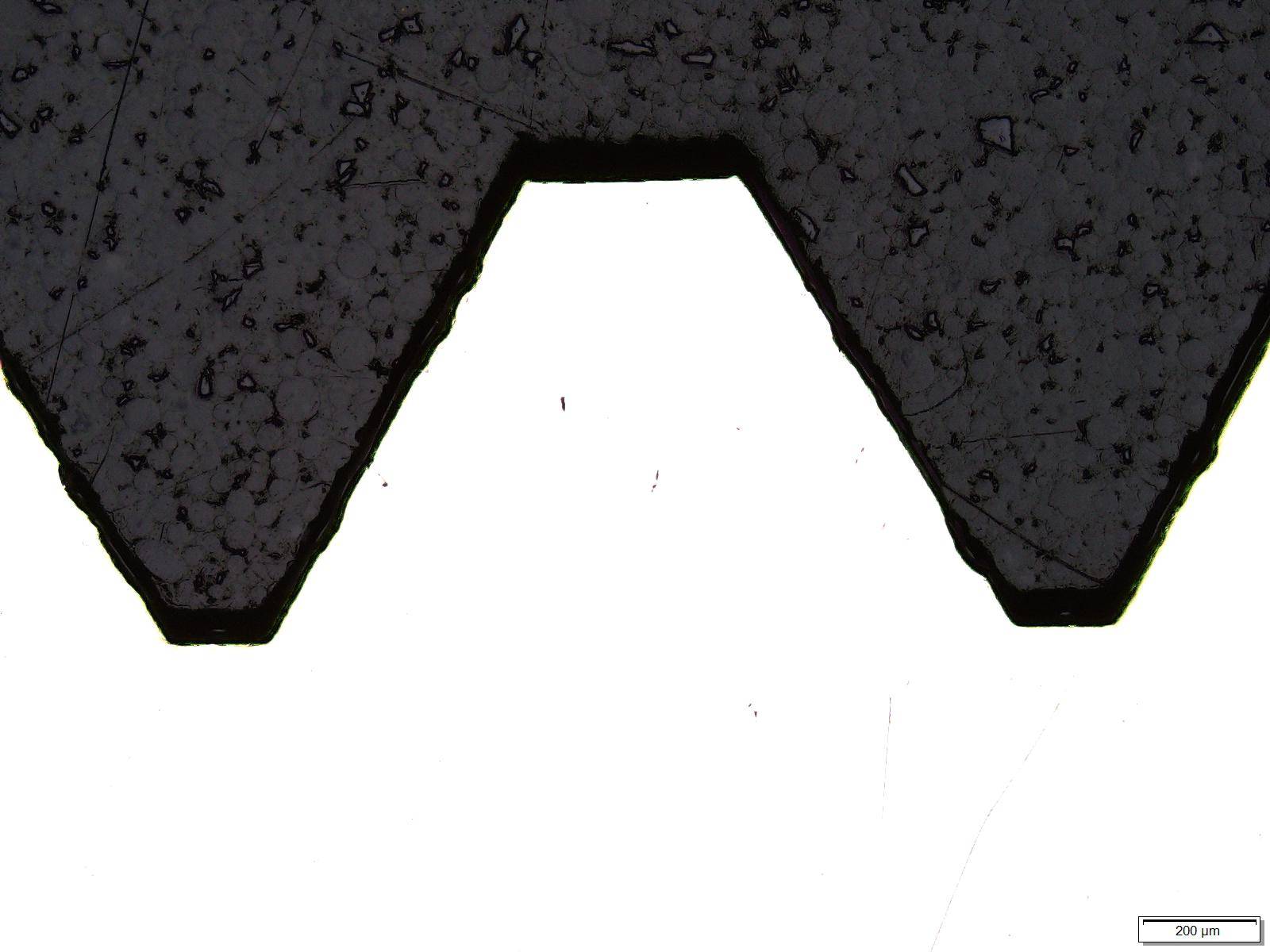
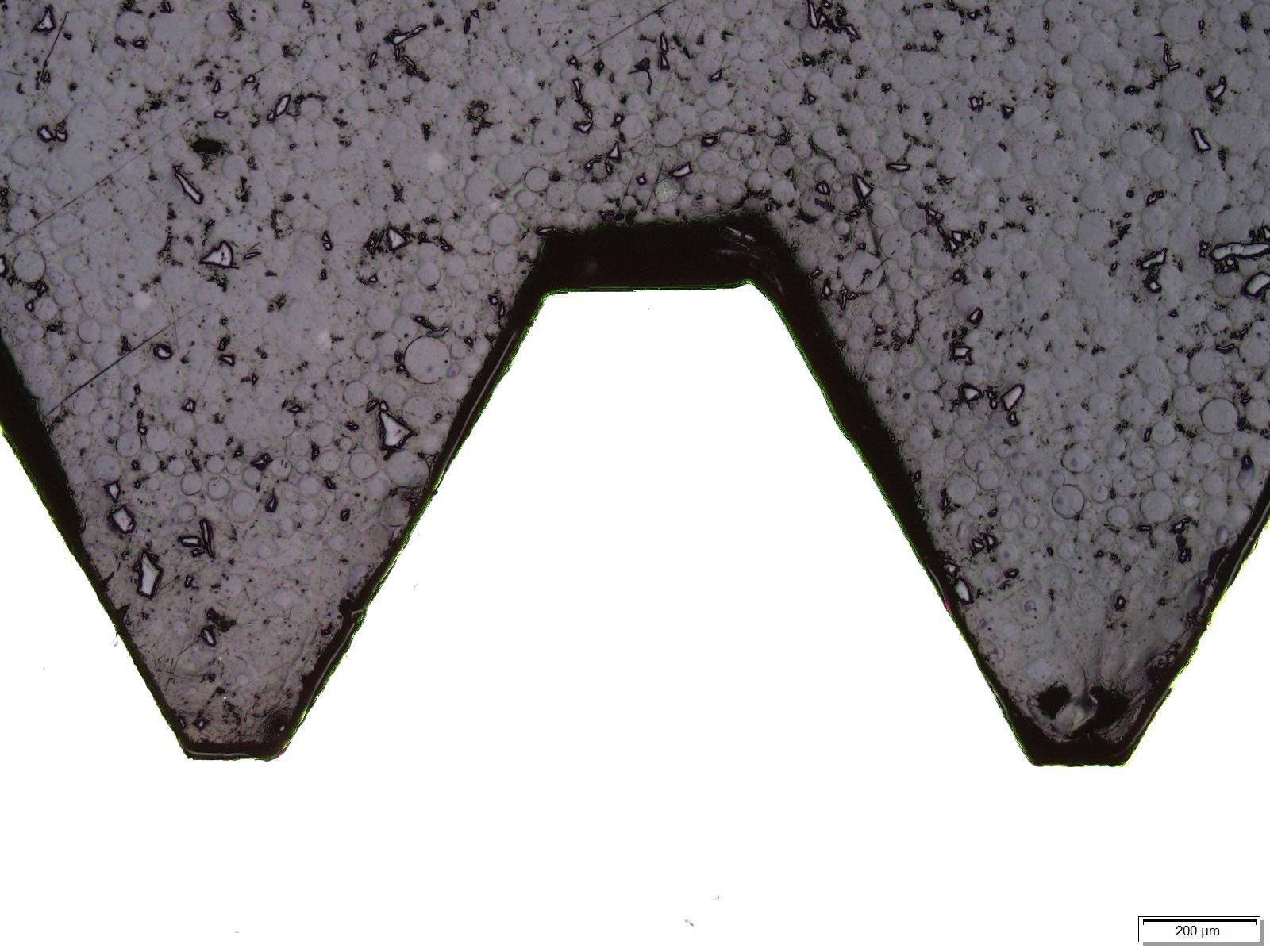
76-fache Vergrößerung einer präparierten Probe (Schliff) des Innengewindes nach Bearbeitung mit konventioneller Geometrie und Schumacher LFB.
Untersuchung der Ergebnisse
Projektbegleitend wurde das Schumacher F+E-Team von der Forschungsgemeinschaft Werkzeuge und Werkstoffe e. V. (FGW) in Remscheid unterstützt, welche über ein umfassendes Spektrum der unabhängigen Bauteil- und Werkstoffprüfung verfügt. Hierzu gehören insbesondere auch die Metallografie sowie Spektralanalysen. Im Verlauf des Projekts konnten so Armaturen-Werkstücke, die mit unterschiedlichen Geometrieentwicklungen von Schumacher getestet wurden, auf ihre Oberflächenqualität und die wesentlichen Verschleißmerkmale hin überprüft werden.
Die wissenschaftlichen Untersuchungen bestätigten die Ergebnisse, welche die Schumacher-Anwendungstechniker in Langzeittests bei Armaturenherstellern beobachteten. Je glatter und ebenmäßiger die modifizierten Schneidengeometrien den Span in den bleifreien Messinglegierungen abtrennten, desto höher fiel die Standzeit des Werkzeugs im Langzeittest aus. Die bessere Oberfläche der Werkstücke ging mit einer geringeren Belastung der Schneiden einher. Zweite Voraussetzung hierfür war jedoch stets auch die Spankontrolle: Nur wenn auch in tieferen Grundlöchern ein einwandfreier Spantransport erreicht wurde und der gewickelte Span sauber abgetrennt werden konnte, wurde die Prozesssicherheit so weit erhöht, dass ein nachhaltiger Effekt auf die Standzeit des Werkzeugs erzielt wurde.
Analyse nach der REM-Methode
Basis für diese Analyse ist die Methode der Rasterelektronenmikroskopie. Im Vergleich zeigt sich ein deutlicher Unterschied der erzeugten Oberflächen. Das konventionelle Werkzeug erzeugt zwar ein lehrenhaltiges Gewinde, hinterlässt auf der Flanke des Werkstücks aber bereits deutliche Unebenheiten, die aus der nicht optimal erfolgten Abhebung des Spans erfolgen. Das mit der LFB-Geometrie gefertigte Gewinde hingegen zeigt bei gleichen Bearbeitungsparametern eine wesentlich einheitlichere und glattere Oberfläche. Davon profitiert nicht nur das Innengewinde des Werkstücks – auch der Verschleiß des Gewindewerkzeugs ist gleichmäßiger und die Prozesssicherheit damit höher.
Zusätzlich wurden in den Labors der FGW Schliffbilder erzeugt, um die Durchgängigkeit der Flankenausprägung zu beurteilen. So wurden mit den oben erwähnten Gewindewerkzeugen bearbeitete Werkstücke für eine entsprechende Vermessung präpariert. Unter 76-facher Vergrößerung ist ein markanter Unterschied der Flankenausprägung zu erkennen. Während die konventionelle Geometrie Inhomogenitäten aufweist, zeigt das mit der LFB-Geometrie bearbeitete Werkstück einen deutlich saubereren Flankenverlauf, der auf eine bessere Spanbildung und damit ebenso auf eine geringere Belastung des Werkzeugs hinweist.

Gerade genutete Bestandsgeometrie zur Bearbeitung von konventionellen Messinglegierungen.
Festlegung der Geometrie für die Serienfertigung
Entscheidend für den Abschluss des Projekts (und die Festlegung der Geometrie) war für das beteiligte Team erst die Kombination der beiden Ergebnisse. Die von wissenschaftlicher Seite gewonnenen Erkenntnisse über verschiedene Analysen der bearbeiteten Werkstücke bestätigten einen Trend, der sich bei internen Tests im Verlauf der Geometrieentwicklung abzeichnete. Doch erst die Erprobung der neuen Werkzeuggeometrie bei Serienfertigern bestätigte die Praxis-Tauglichkeit der LFB-Geometrie. Mittlerweile ist die beschriebene Geometrie in einer Vielzahl von Variationen (Bauformen, Anschnittformen, Toleranzlagen) im praktischen Einsatz.
Teilen: · · Zur Merkliste