Kennametal Mill 16: Ideal zum Schruppen und Feinschlichten von Guss
Die neuesten Entwicklungen von Kennametal ermöglichen eine kostengünstige wie effiziente Bearbeitung von Gusswerkstoffen und erlauben zugleich eine einfache Handhabung. Ein wichtiger Schritt in diese Richtung wurde schon vor etwas mehr als einem Jahr vollzogen. 2016 stellte Kennametal die Fräserbaureihe Mill 16 vor. Diese Generation von Planfräsern wurde dezidiert entwickelt, um hohe Zerspanraten bei Gusseisen zu erzielen – mit hoher Produktivität und geringen Kosten pro Schneide beim Schruppen und Vorschlichten.

Die Mill 16 Fräser in geteilter Ausführung sind ein durchdachtes Konzept. Der größte Fräser wiegt gerade mal 20,4 kg.

Gerald Löschenkohl
Vertriebstechniker Kennametal Österreich
„Mit den neuen Erweiterungen eignet sich das Mill 16-Portfolio für buchstäblich jede Applikation beim Fräsen von Komponenten aus Guss.“
Die Mill 16-Plattform wurde nun erweitert – um neue Grundkörper-Typen, neue Fräsgeometrien und für größere Durchmesser Fräser in geteilter Ausführung, die die Traglast an der Spindel reduziert. „Mit diesen Erweiterungen eignet sich das Mill 16-Portfolio für buchstäblich jede Applikation beim Fräsen von Komponenten aus Guss“, veranschaulicht Gerald Löschenkohl, Vertriebstechniker Kennametal Österreich. Das Sortiment reicht von Fräsern mit Keilklemmung in enger Teilung, mit denen auf leistungsstarken Maschinen hohe Produktivität erreicht wird, bis zu Fräsern mit eingeschraubten Wendeplatten in mittlerer und weiter Teilung für Maschinen mit begrenztem Leistungsspektrum sowie zur Zerspanung von kleinen bis zu sehr großen Komponenten.
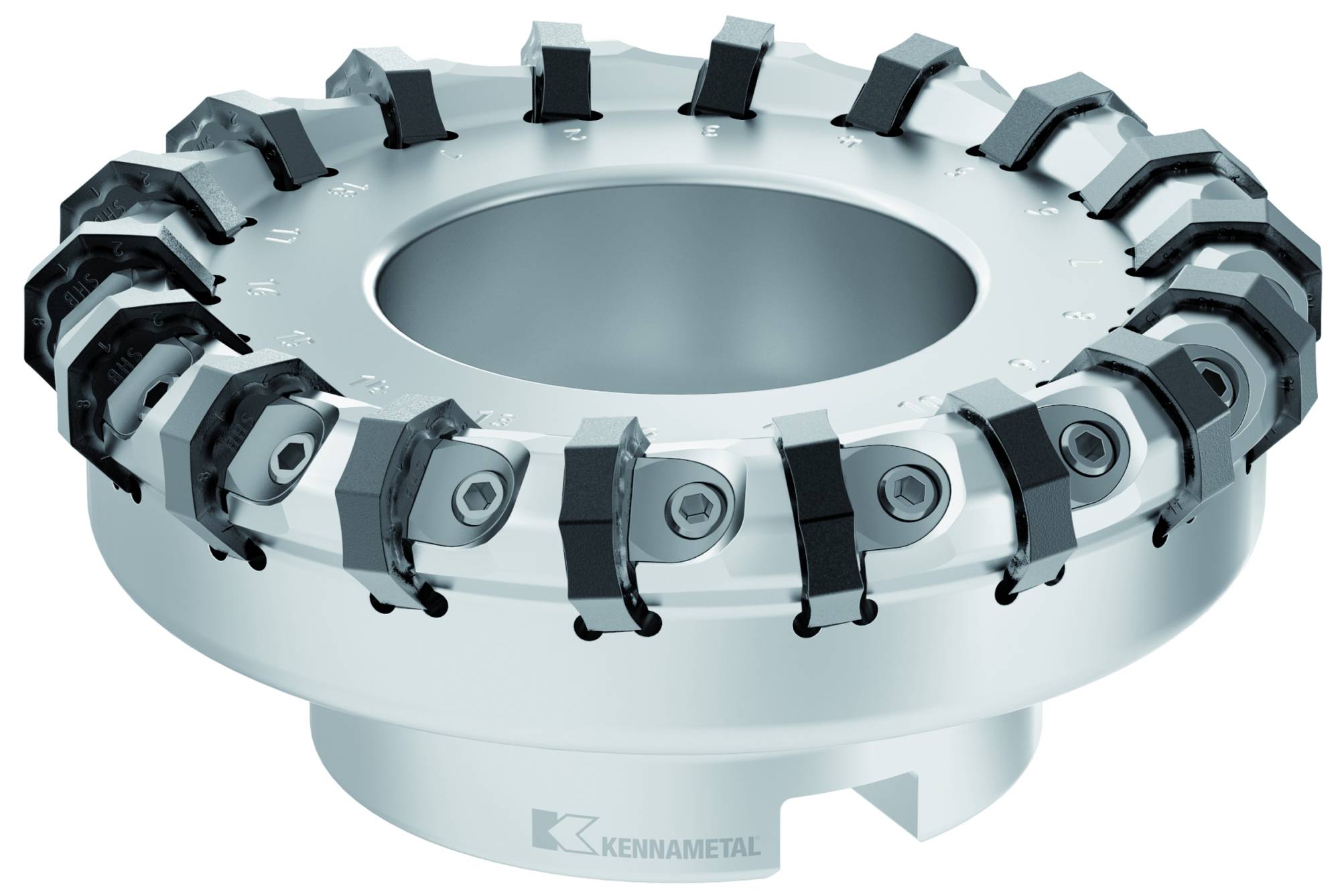
Das neue, geteilte Gehäusedesign wurde für die Hochleistungsbearbeitung entwickelt – mit Fräsern mit Keilklemmung in Durchmessern von 300 bis 500 mm. Dabei muss sich der Anwender keine Sorgen wegen des Gewichtes machen, mit dem er die Maschinenspindeln belastet: Der größte geteilte Gehäusetyp der Mill 16-Plattform wiegt 20,4 kg. „Das ist nur ein Drittel des Gewichtes, das vergleichbare Wettbewerbsfräser auf die Waage bringen“, betont Löschenkohl. „Dennoch erreichen die Planfräser eine maximale Drehzahl von 2.800 U/min. Zudem nutzen alle Planfräser das gleiche Design mit 16 effektiven Schneidkanten pro Wendeschneidplatte, das die Voraussetzungen für niedrigste Kosten pro Schneide schafft.“
Das erweiterte Mill 16-Portfolio deckt alle Anwendungen beim Schruppfräsen und der Semi-Schlichtbearbeitung von Guss ab. Wie aber sieht es mit der Endbearbeitung, d. h. dem Schlichten, aus?
Fräser mit Schrauben- oder Keilklemmung und weiter, mittlerer sowie enger Teilung decken nahezu alle Guss-Planfräsbearbeitungen ab.
Feinschlichten mit gleichbleibend hoher Qualität
Aus der Sicht eines Motorherstellers sind glatte, feinstbearbeitete Oberflächen entscheidend. Ist dies nicht gegeben, können Leckagen auftreten, die zu aufwändigen Garantiefällen und unzufriedenen Kunden führen. Dasselbe gilt für andere Bauteile wie Getriebe, Hydraulikventile und Pumpengehäuse, bei denen stets eine glatte Oberfläche für die Dichtungen vorausgesetzt werden. Der dabei häufig zum Einsatz kommende Werkstoff Guss stellt sich für die Bearbeitung als eine echte Herausforderung dar. Der Markt bietet heute verschiedene Optionen für die Schlichtbearbeitung von Guss, und mit den meisten lässt sich auch die gewünschte Oberflächengüte erzeugen. Die Reproduzierbarkeit dieser Qualität steht aber auf einem anderen Blatt.
Sobald die Schneiden nur leichten Verschleiß aufweisen, tritt oft schon eine Verschlechterung der Oberflächenqualität auf. Das führt zu einem erhöhten Druck auf das Werkzeug, was wiederum zu Vibrationen führt, und in der Folge sind Rattermarken sichtbar. Die Folge: erhöhte Stillstandszeit durch häufigen Austausch der Schneiden. Die hochpositiven Aufsteckfräser der Serie KCFM – Kennametal Cast Iron Finishing Milling – und die neue PCBN-Sorte KBK50 (PCBN = polykristallines Bornitrid) wurden exakt für diese Einsatzfälle entwickelt. „Anwender können nun sehr viel mehr Teile pro Schneide bearbeiten und dabei eine gleichbleibende Qualität erzeugen. Das führt zu niedrigeren Bearbeitungskosten pro Bauteil. Außerdem reduzieren sich die Bearbeitungszeiten deutlich, weil PCBN im Vergleich zu Hartmetall-Wendeschneidplatten dreifach höhere Schnittgeschwindigkeiten erlaubt“, geht Löschenkohl ins Detail.
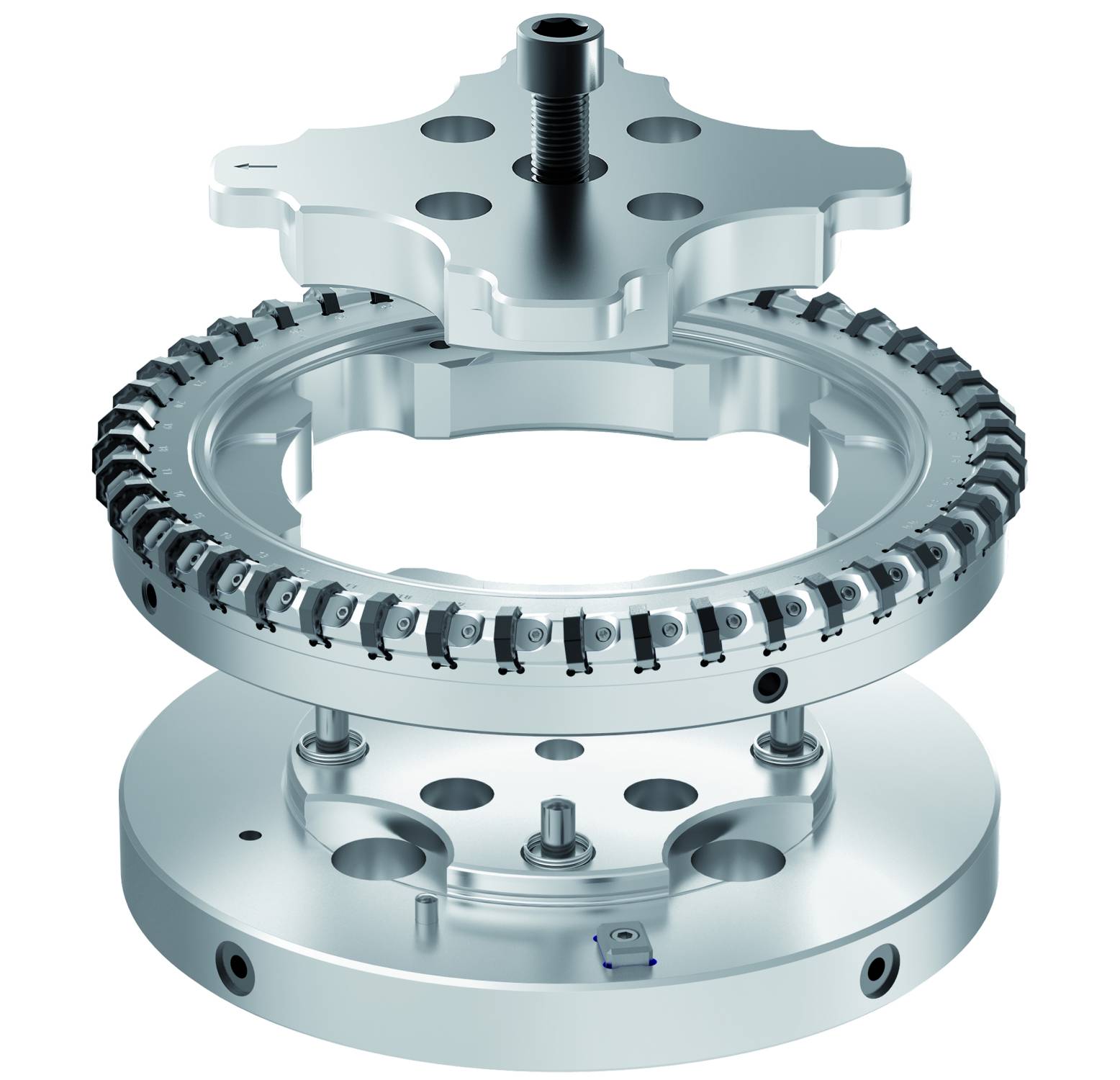
Die Mill 16 Fräser in geteilter Ausführung sind ein durchdachtes Konzept. Der größte Fräser wiegt gerade mal 20,4 kg.
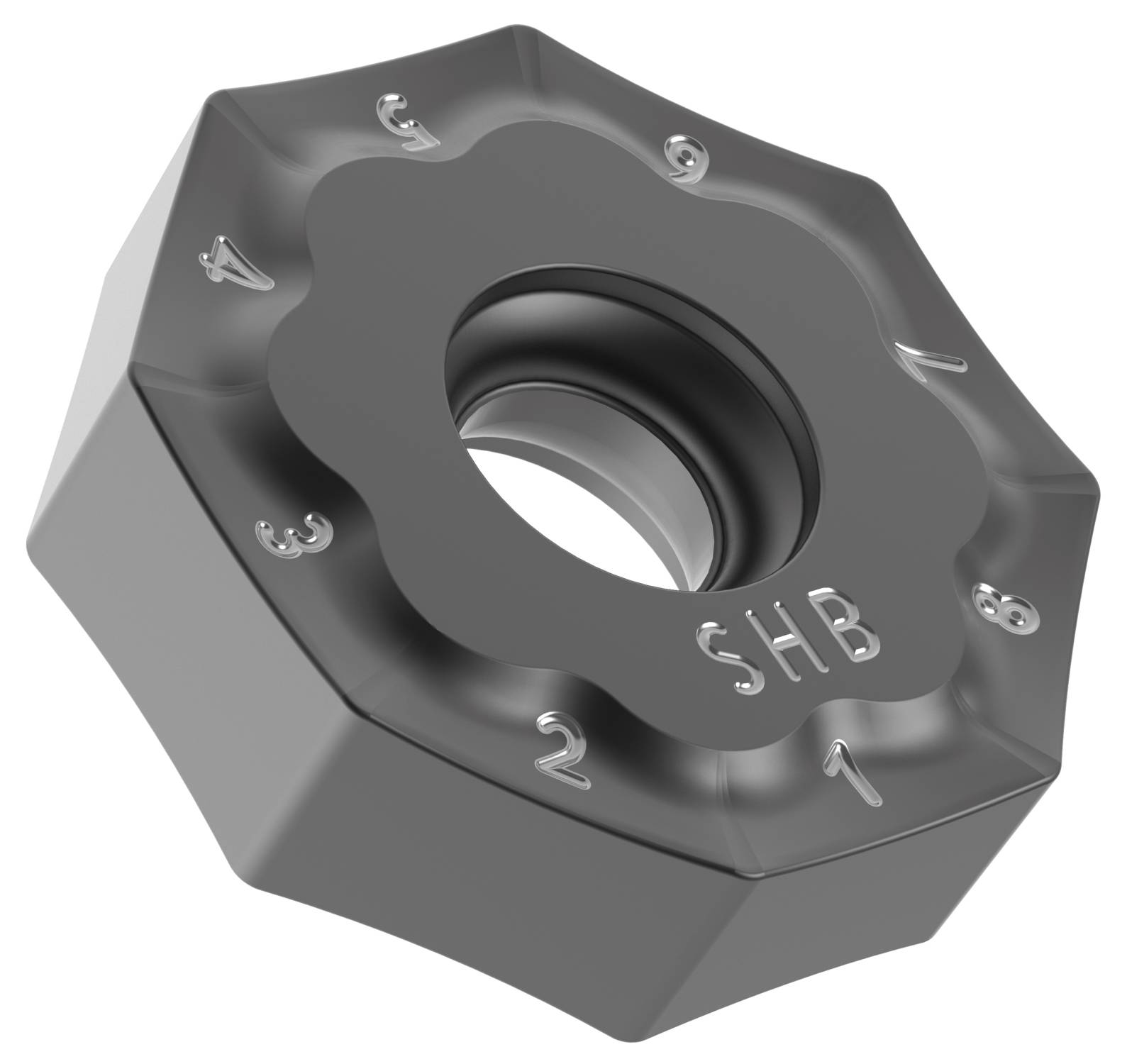
Wendeschneidplatten mit 16 effektiven Schneidkanten gewährleisten niedrige Kosten pro Schneide.
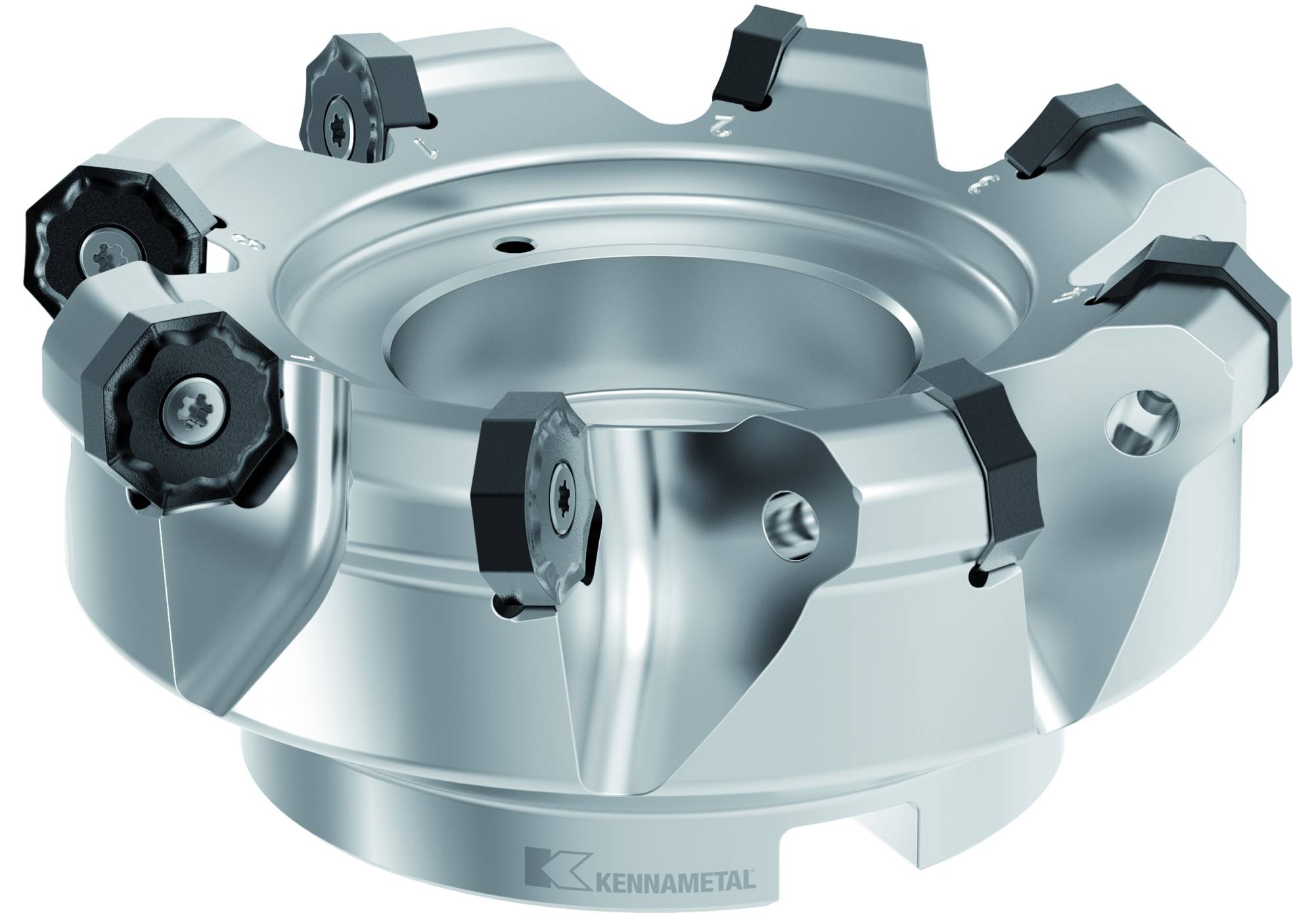

Mit KCFM werden konstante Oberflächengüten von Rz13 mit maximaler Welligkeit (Wt) von 10 μm oder weniger erreicht.

Die hexagonalen Wendescheidplatten mit Schlichtfasen gewährleisten hohe Produktivität. Beim Einsatz von quadratischen Wendeschneidplatten mit einstellbarem Sitz können Oberflächenqualitäten von Rz 2 erreicht werden.
Noch mehr Optionen
Die Kombination aus der Keramik Sorte KY3500 zum Vorschlichten mit Schlichtschneiden der Sorte KBK50 ist eine hoch produktive und zugleich kostensparende Lösung für Anwender die nicht ausschließlich PCBN-Wendeschneidplatten in ihrem Werkzeug einsetzen möchten. „PCBN und Keramikwerkstoffe sind die perfekte Lösung für Bearbeitungsprozesse unter stabilen Bedingungen in der Großserienproduktion“, weiß Löschenkohl. In vielen Fällen muss die Schlichtbearbeitung aber unter eher instabilen Bedingungen erfolgen. Dazu gehören Faktoren wie die Aufspannung des Werkstücks, begrenzte Spindeldrehzahlen oder große Auskragungen. Kennametals Antwort darauf ist die Hartmetallsorte KC514M – eine TiAlN-PVD-Beschichtung, die sowohl zäh als auch verschleißfest ist. Sie wurde entwickelt für leichte bis mittlere Bearbeitung und kann mit oder ohne Kühlschmierstoffe eingesetzt werden.
Teilen: · · Zur Merkliste