anwenderreportage
Starrag Group HEC 800: Produktive Einzelteilfertigung mit Fräs-/Dreh-Zentrum
Heckert-Bearbeitungszentrum HEC 800 HV MT realisiert Einsparungen von bis zu 65 % bei Romit: Extrusionswerkzeuge für Kunststoffrohre zählen zu den Kernprodukten des niederländischen Zulieferunternehmens Romit. Durch die Produktionsoptimierung mit einem Heckert Fräs-/Dreh-Zentrum HEC 800 Athletic HV MT konnten die Verantwortlichen die Gesamtbearbeitungszeit eines solchen Werkzeugs um bis zu 65 % reduzieren.

Das Heckert Fräs-/Dreh-Zentrum HEC 800 HV MT bietet mit den Verfahrwegen in X = 1.350 mm, in Y = 970 mm und in Z = 1.300 mm viel Platz für große Bauteile. (Bilder: Heckert).

Auke Sjoerd Tolsma
Geschäftsführer der Romit B.V.
„Mit der HEC 800 HV MT konnten wir die Bearbeitung, die vorher auf zwei verschiedenen Maschinen in jeweils zwei Aufspannungen stattfand, als Komplettfertigung realisieren. Abhängig von der Bauteilgröße sparen wir 30 bis 65 % der Gesamtbearbeitungszeit.“
Für Auke Sjoerd Tolsma, Geschäftsführer der Romit B.V in Dedemsvaart (NL), ist klar: „Wir müssen unsere Produktion durchgängig optimieren, um im wachsenden globalen Wettbewerb zu bestehen.“ Sein Unternehmen entstand 2001 aus der ehemaligen Zerspanungsabteilung der Rollepaal B.V., einem der weltweit führenden Hersteller von Extrusionsanlagen für PVC- und PO-Rohre. Noch im Gründungsjahr übernahm Romit das benachbarte Werkzeug- und Formenbau-Unternehmen Ramix und erweiterte auf diese Weise sein Angebotsspektrum. So etablierte sich das rund 70 Mitarbeiter starke Unternehmen in kurzer Zeit auch als Dienstleister für Zerspanungs- und Montageaufgaben und bedient damit die Kunststoffindustrie, die Öl- und Gasantriebstechnik sowie den maritimen Sektor.
Die Herstellung von Extrusionswerkzeugen ist eine der Kernaufgaben von Romit geblieben. Bei der anspruchsvollen Präzisionszerspanung dieser Bauteile setzte Auke Sjoerd Tolsma seine Optimierungsinitiative an: „Extrusionswerkzeuge fertigen wir meist als Einzelteile oder Miniserien von bis zu drei Stück. Sie erfordern aufgrund ihrer Rotationssymmetrie in erster Linie Drehbearbeitung, enthalten aber auch Bohrungen und Fräsarbeiten. Bis vor kurzem nutzten wir dafür Karusselldrehmaschinen und Bettfräsmaschinen. Doch der Zeitaufwand für den Maschinenwechsel und Schwächen bezüglich der Prozesssicherheit brachten uns auf die Idee, auf Komplettbearbeitung und Automatisierung umzustellen.“

Der Bearbeitungstisch eignet sich für Lasten bis zu zwei Tonnen. Durch das hohe Drehmoment der Spindel kann der im Bild zu sehende Kronenbohrer auch bei hochvergüteten Stählen ins Volle bohren.
Infos zum Anwender
Das niederländische Unternehmen Romit B.V in Dedemsvaart ist ein Teil der Rollepaal-Holding und als Dienstleister für Zerspanungs- und Montageaufgaben für die Kunststoffindustrie sowie die Energie- und Antriebsindustrie tätig. Der maritime Sektor bildet ebenfalls einen wichtigen Geschäftsbereich für Romit.
www.romit.de
850 mm Durchmesser, bis zu zwei Tonnen
Anfang 2013 machten sich Geschäftsführer Tolsma und seine Zerspanungsspezialisten auf die Suche nach einem Dreh-/Fräszentrum, das in der Lage ist, die bis zu 850 mm Durchmesser großen und bis zu zwei Tonnen schweren Bauteile in maximal zwei Aufspannungen komplett zu bearbeiten. Zudem sollte die Wunschmaschine zuverlässig die geforderten Toleranzen einhalten, um auch bedienerlose Schichten fahren zu können und so ein Maximum an Spindelstunden zu bewältigen.
Von fünf mit einem Referenzteil getesteten Multifunktionsmaschinen erbrachten zwei die gewünschte Leistung. Letztendlich entschieden verschiedene, durchaus wesentliche Details wie die Belastbarkeit des Tisches und der einfache Einsatz weit auskragender Werkzeuge die Wahl: Romit investierte Mitte 2014 in ein Fräs-/Dreh-Zentrum HEC 800 HV MT der Heckert GmbH, die zur Starrag Group, einem technologisch führenden Hersteller von Präzisions-Werkzeugmaschinen, gehört.
Auke Sjoerd Tolsma erklärt: „Heckert war mir schon lange als renommierter Anbieter von Bearbeitungszentren für die Serienfertigung bekannt. Die Testbearbeitungen haben mich letztlich überzeugt, dass Heckert auch für die Komplettbearbeitung von Einzelteilen leistungsstarke Lösungen im Programm hat.“ Und er ergänzt zufrieden: „Für unseren Fall sogar die beste.“

Die hohe Qualität und Zuverlässigkeit der HEC 800 HV MT entlastet auch die Facharbeiter. Sie müssen die Maschine nicht mehr beaufsichtigen, sondern können ihr Wissen für den Prozess nutzen.
Präzision und Dynamik
Romits Anforderungen an die Maschine sind hoch: Sie benötigt zur Fünf-Seiten-Bearbeitung mindestens drei lineare und zwei rotatorische Achsen – eine für die Drehbearbeitung und eine für die Schwenkbewegung von Werkzeug oder Werkstück. Sie muss äußerst stabil aufgebaut sein, um gleichermaßen bei der Fräs-, Dreh- und Bohrbearbeitung hohe Präzision zu gewährleisten. Zugleich ist eine hohe Dynamik gefordert, um die Bearbeitungszeiten kurz zu halten.
Durch die Größe der Bauteile und ihr hohes Gewicht spielen die Belastbarkeit des Tisches und der zur Verfügung stehende Arbeitsraum eine wichtige Rolle. Benny Van Haver, als Vertriebsleiter Benelux in der Starrag Group für das niederländische Unternehmen Romit zuständig, half bei der Auswahl: „Die horizontalen Bearbeitungszentren der HEC-Baureihe von Heckert sind durchgängig modular aufgebaut und daher vielfältig konfigurierbar. Für Romit bot sich die HEC 800 HV MT an, bedingt durch die Forderung nach Fräs-/Dreh-Operationen und einer 800er Palettengröße.“
Der gewählte, mit zwei Tonnen belastbare und hochgenaue NC-Drehtisch bietet 57 kW Leistung (bei 100 % ED), bis zu 500 U/min und ein max. Drehmoment von 2.520 Nm. Auch der schwenkbare Horizontal-/Vertikalfräskopf liefert entscheidende Vorteile: Spart er doch eine Schwenkfunktion des Tisches, die zu Lasten des Arbeitsraums ginge. Auke Sjoerd Tolsma argumentiert: „So können wir problemlos weit auskragende Werkzeuge wie z. B. einen Kronenbohrer mit 450 mm Länge einsetzen.“ Dieses Werkzeug mit Durchmesser 120 mm wird für die notwendige Startbohrung eingesetzt, bevor die Innenkontur eines Extrusionswerkzeugs ausgedreht werden kann. Durch das hohe Drehmoment von 1.088 Nm (bei 60 % ED) der zweistufigen Getriebespindel (6.000 U/min, 30 kW) kann selbst bei hochlegierten Stählen ins Volle gebohrt werden. Dabei kommt auch die innere Kühlmittelversorgung mit 80 bar Spüldruck zum Tragen, die für den zuverlässigen Abtransport der Späne sorgt.
Der HV-Kopf hat zwei Arbeitspositionen – waagrecht und senkrecht – in die er auch bei laufender Spindel schwenken kann. Ist die jeweilige Endposition erreicht, wird der Kopf in einer Hirth-Verzahnung verriegelt. Der dadurch erzeugte Formschluss trägt zu einer hohen Stabilität bei, die beim Drehen besonders wichtig ist. Die Drehwerkzeuge, für die HSK-100T-Aufnahmen genutzt werden, werden beim Einwechseln von der Spindel gelöst, über eine zweite Hirth-Verzahnung geklemmt und damit formschlüssig gegen Verdrehen gesichert. Durch die gesamte Stabilität ist es möglich, sogar Standard-Drehwerkzeuge mit 450 mm Länge einzusetzen, wofür bei anderen Maschinen zwingend gedämpfte Bohrstangen benötigt werden.
Wichtige Entscheidungskriterien waren zudem der vorhandene Palettenwechsler und die Option, die Maschine in eine Automatisierungslösung mit Palettenspeicher einbinden zu können. Auke Sjoerd Tolsma erklärt: „Für den Augenblick war uns ein Zweifach-Wechselsystem wichtig, um schon jetzt hauptzeitparallel rüsten zu können.“ Ergänzend zur Standardpalette 800 x 1.000 mm mit T-Nuten bestellte er zwei runde Paletten mit 1.000 mm Durchmesser, ebenfalls mit T-Nuten und einem Klauensystem ausgestattet.

Komfortabler Werkzeugspeicher: das Kettenmagazin bietet 80 Speicherplätze. Es ist mit einer zweiten Bedientafel und einem Balluff-System zur Werkzeugidentifikation ausgestattet. Die Werkzeuge dürfen eine Länge bis 450 mm, ein Gewicht bis 35 kg und 50 Nm Kippmoment aufweisen.
Für sichere Prozesse gerüstet
Für die nächste Zukunft ist die Installation eines vollautomatisierten Hochregallagers mit Palettensystem geplant, an das die Heckert HEC 800 HV MT und weitere Maschinen angeschlossen werden. Wichtigste Voraussetzung für den automatischen Betrieb sind sichere Prozesse. Das Maschinenkonzept des Heckert Fräs-/Drehzentrums HEC 800 legt dafür mit seinen steifen, thermosymmetrisch gestalteten Hauptbaugruppen, den digitalen AC-Vorschubantrieben sowie aufwendigen Profilschienenführungen und Kugelumlaufspindeln in allen Linearachsen eine solide Basis.
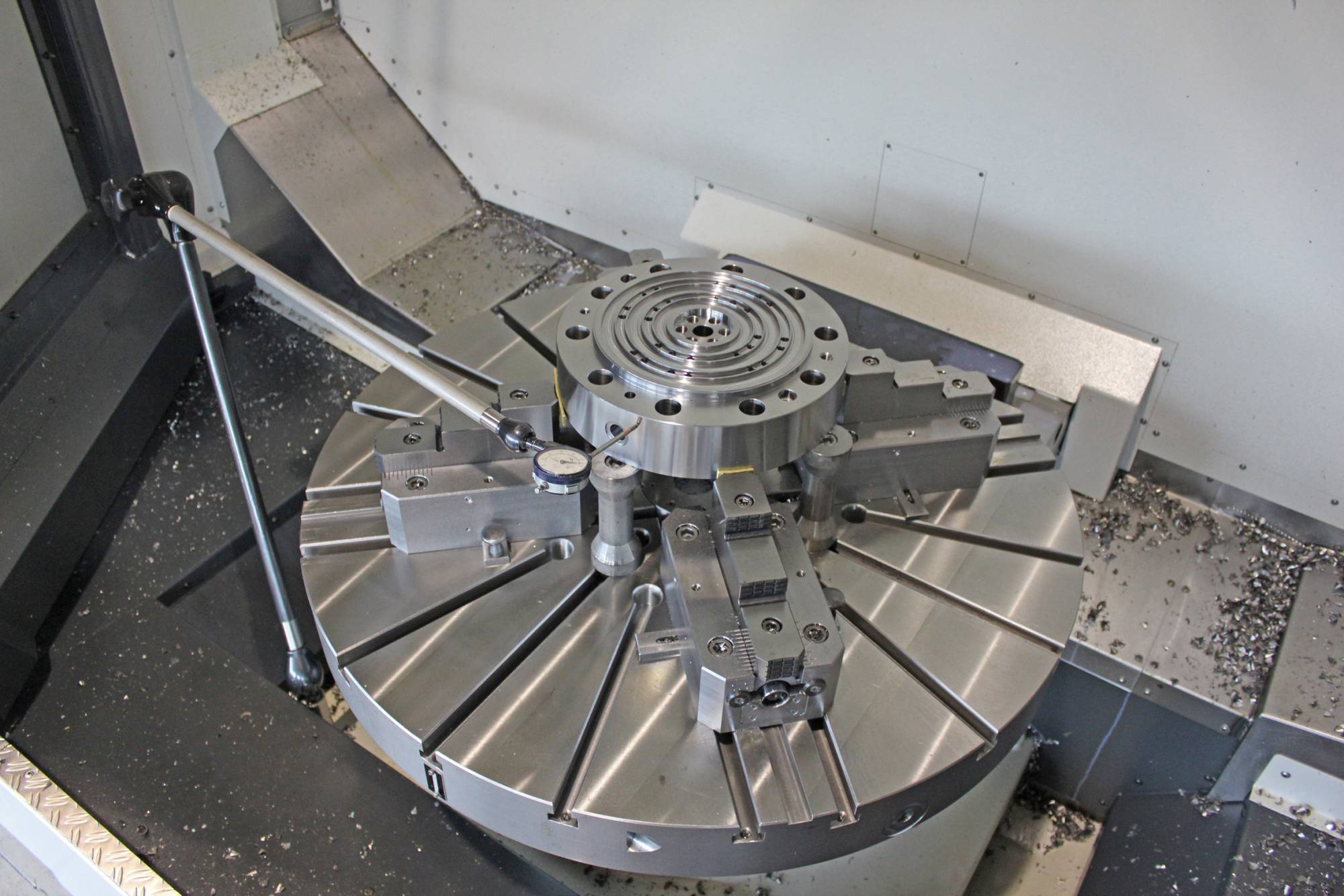
Der Spannplatz weist eine Rundlaufgenauigkeit von 0,01 mm auf. Damit lassen sich rotationssymmetrische Bauteile exakt messen und ausrichten.
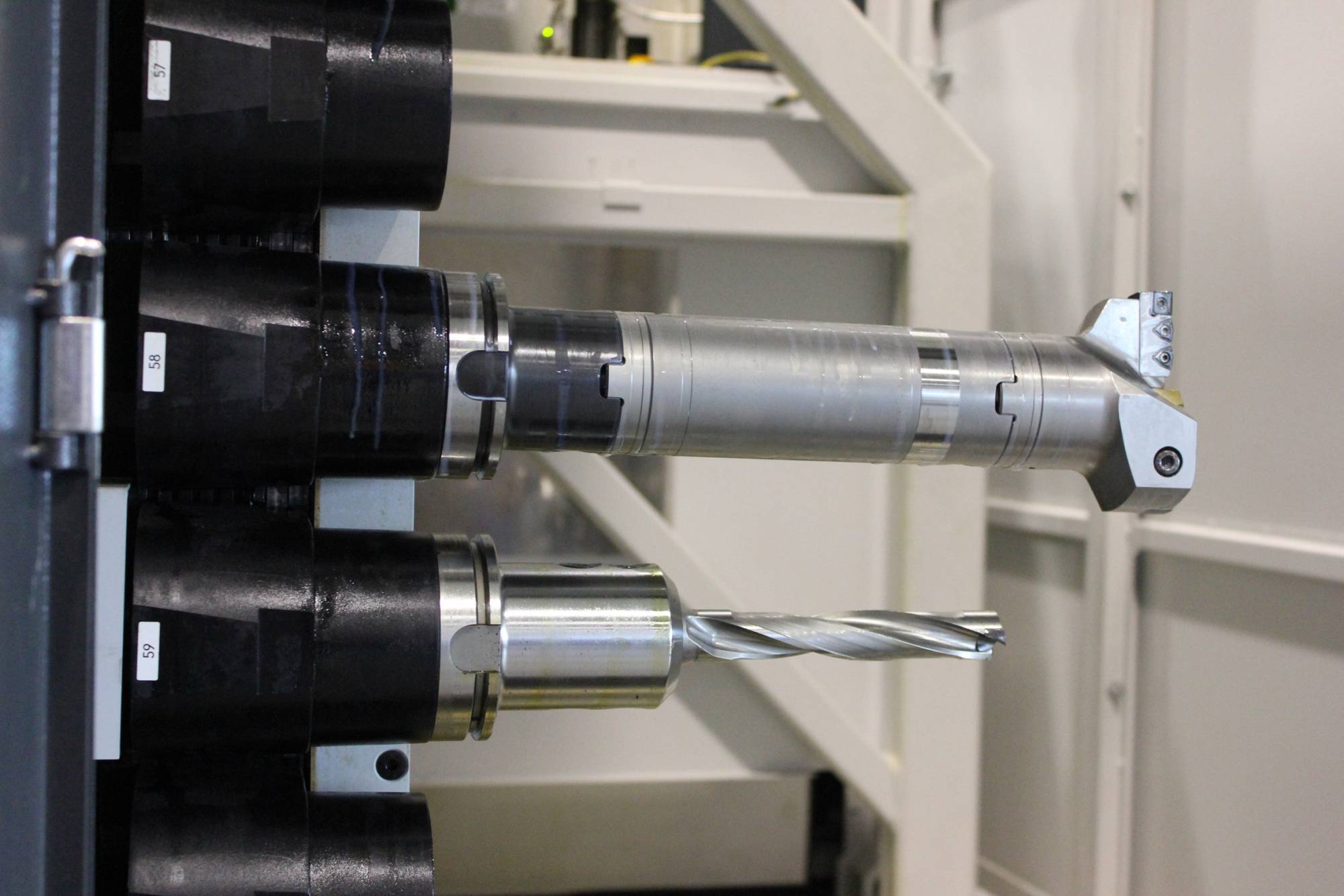
Der Kronenbohrer mit 120 mm steckt in einer HSK-A100 Werkzeugaufnahme. Für Drehwerkzeuge werden Futter vom Typ HSK-T100 verwendet.
Erhoffte Einsparungen realisiert
Seit Mitte März 2015 läuft die Heckert HEC 800 HV MT im Produktionsbetrieb. Für Auke Sjoerd Tolsma ist die Rechnung voll aufgegangen: „Mit dieser Lösung konnten wir die Bearbeitung, die vorher auf zwei verschiedenen Maschinen in jeweils zwei Aufspannungen stattfand, in einer Maschine als Komplettfertigung realisieren. Abhängig von der Bauteilgröße sparen wir 30 bis 65 % der Gesamtbearbeitungszeit.“ Als entscheidend sieht der Geschäftsführer die Leistungsdaten der HEC 800 HV MT, welche die bisherigen Möglichkeiten sogar bei der Drehbearbeitung übertreffen: „Wir bearbeiten z. B. ein Extrusionswerkzeug aus einem 1.500 kg schweren Rohling in rund sechs Stunden komplett fertig, geschlichtet mit einer Oberflächengüte von Ra = 0,4 µm.“ Die anfallenden Späne – bis zu 50 % des Rohteilgewichts – werden über einen Gliederbandspäneförderer mit Auswurfhöhe von 1.500 mm in einen geräumigen Behälter entsorgt.
Auch die Maßhaltigkeit stimmt. „Im Durchschnitt benötigen wir eine Genauigkeit von 5/100 mm. Bei heiklen Teilen müssen wir auf 15 µm genau sein“, erklärt Tolsma. „Mit unserem Heckert-BAZ halten wir solche Durchmessertoleranzen auf eine Drehlänge von 600 bis 800 mm zuverlässig ein.“
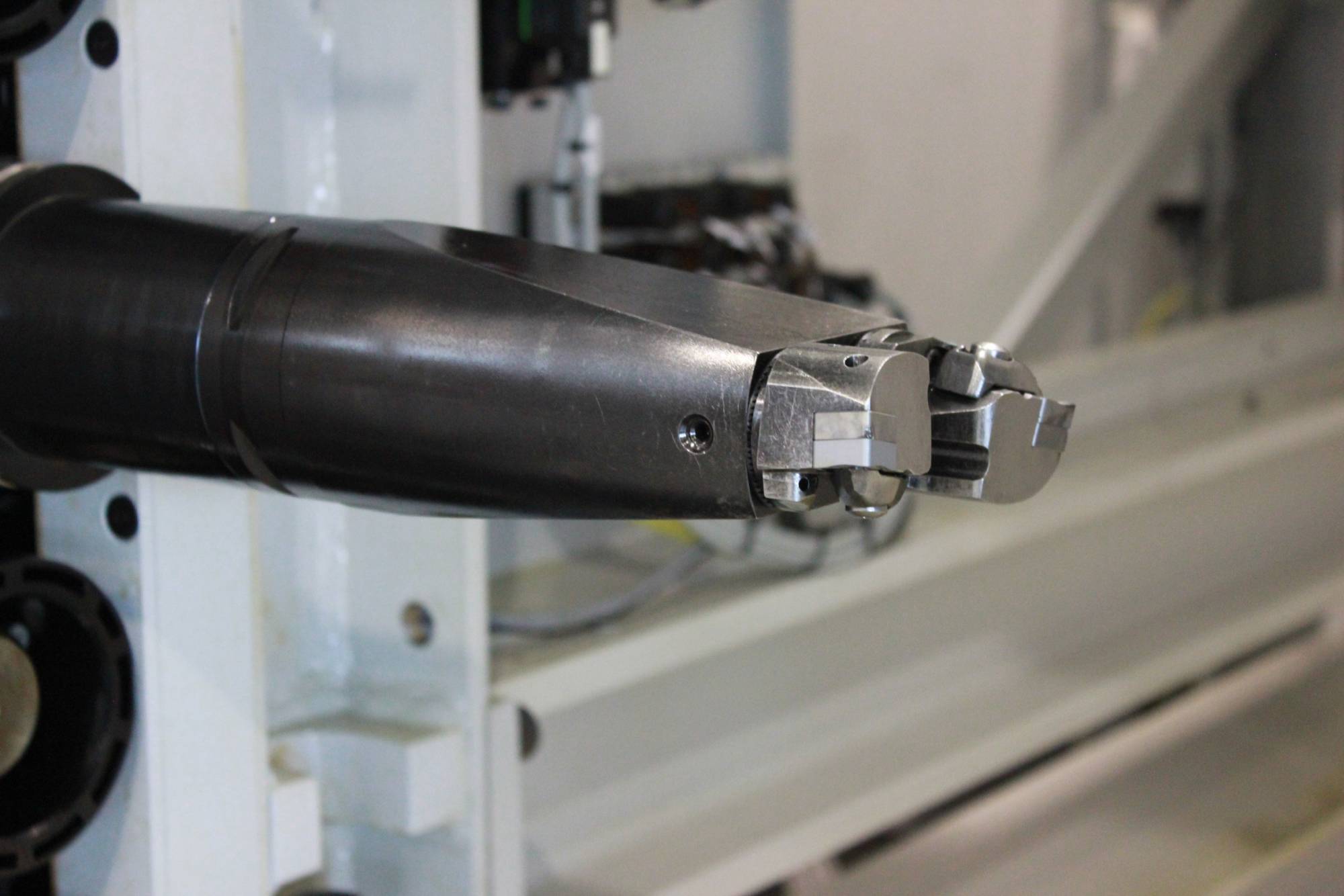
Auf dem Heckert Fräs-/Dreh-Zentrum lassen sich fürs Drehen sogenannte Multitools einsetzen – d. h., das Drehwerkzeug ist mit zwei, drei oder vier Wendeplatten bestückt. Nach Verschleiß wird es in der Spindel um eine Station weitergetaktet. Das spart Wechselzeit und Werkzeugplätze im Magazin.

Auke Sjoerd Tolsma (links), Geschäftsführer Romit, berät sich mit Benny Van Haver, Vertriebsleiter Benelux in der Starrag Group.

Ein typisches Romit-Bauteil ist dieser Konus, der auf dem Fräs-/Dreh-Zentrum HEC 800 HV MT von Heckert bearbeitet wird. (Bild: Romit).
Vielversprechende Perspektiven
Nach den Erfolgen bei der Komplettbearbeitung von Extrusionswerkzeugen weitet Romit das Einsatzspektrum des Fräs-/Dreh-Zentrums aus. Inzwischen wurden auch Konturteile für den Formenbau gefräst, und für Einzelteile aus dem Verdichterbereich ist die HEC 800 HV MT ebenfalls vorgesehen. Schließlich haben die Verantwortlichen für sie zunächst 100 Stunden pro Woche unter Span angepeilt.
Teilen: · · Zur Merkliste