anwenderreportage
Stressfrei bis in den µ-Bereich
Das Hartfräsen bis in die µ-Regionen erfordert extrem genaue und zudem prozesssichere Präzisionswerkzeuge. Bei Walther Wolf in Wendelstein (D) setzt man deshalb seit vielen Jahren schon auf die Vollhartmetall-Fräser von Hitachi Tool – seit Kurzem ergänzt durch die neue Generation von Wendeschneidplatten-Fräsern.

Die hochgenauen Hitachi-Werkzeuge werden über das Magazin der Fertigungszelle ‚Chameleon‘ automatisch in die beiden HSC-Maschinen von Röders eingewechselt .

Jochen Dorlöchter
Inhaber und Geschäftsführer von Walther Wolf.
„Die ohnehin sehr hohe Erwartungshaltung, die wir gegenüber Hitachi Tool hatten, wurde mehr als erfüllt. Wir sind hinsichtlich Präzision, Oberflächengüte und Prozesssicherheit noch mal ein kräftiges Stück vorangekommen.“
Dass Tradition und Fortschritt perfekt zusammenpassen, wird von der Walther Wolf GmbH in Wendelstein nahe Nürnberg, jeden Tag aufs Neue vorgelebt. 1907 vom Urgroßvater des heutigen Inhabers und Geschäftsführers Jochen Dorlöchter als Gravieranstalt gegründet, entwickelte sich aus dem Handwerksbetrieb im Laufe der Jahrzehnte ein Hightech-Unternehmen für Spritzgießformenbau, Messtechnik und Lohnarbeiten mit höchsten Maßanforderungen. Hinzu kommt ein umfangreiches Dienstleistungsangebot, das die Beratung bei der Auslegung von Bauteilen oder die Gestaltung von Werkzeugfamilien ebenso umfasst wie die Ausarbeitung von Automatisierungskonzepten.
„Unsere Stärken liegen bei kleinen Werkzeugen unterhalb von 1,5 t mit Insert- oder Drehtellertechnik, mit denen unsere Kunden u. a. hochpräzise Einlegeteile wie z. B. Steckverbinder herstellen”, erklärt Jochen Dorlöchter. Weitere Schwerpunkte sind die Elektrodenherstellung – auch als Lohnarbeit sowie Fertigungsdienstleistungen mit dem Focus auf Fräsen, Erodieren und Lasergravieren. Hightech bedeutet, dass bei Walther Wolf nicht nur mit hochmodernem Maschinenequipment bis in den µ-Bereich gefertigt wird, sondern auch das Thema Automatisierung einen hohen Stellenwert einnimmt. Und das ist nicht zu übersehen, denn beim Gang durch die klimatisierten Fertigungsräume fällt der Blick schnell auf einen Linearroboter, der hinter Glaswänden auf Schienen in einer 23 m langen Fertigungszelle hin und her surrt und die einzelnen Stationen bedient.
Mehrere Tausend Elektroden, überwiegend aus Grafit, werden pro Jahr in dieser Anlage (Anm.: ein Chameleon von Zimmer+Kreim, in Österreich vertreten durch precisa) rund um die Uhr automatisch gefräst, gewaschen, vermessen, zwischengelagert und in die zwei Erodiermaschinen eingewechselt. „Die Flexibilität dieser Anlage ermöglicht es, dass sich die einzelnen Stationen auch manuell nutzen lassen – und die automatische Abarbeitung der Aufträge im Hintergrund trotzdem weiter läuft”, erklärt Dorlöchter. „Deshalb verwenden wir unsere beiden 5-achsigen HSC-Maschinen von Röders, die in Chameleon eingebunden sind, auch für andere Aufgaben – vorwiegend zum Hartfräsen.“ So sind die Maschinen besser ausgelastet, was mehr Spielraum in der Kalkulation lässt.

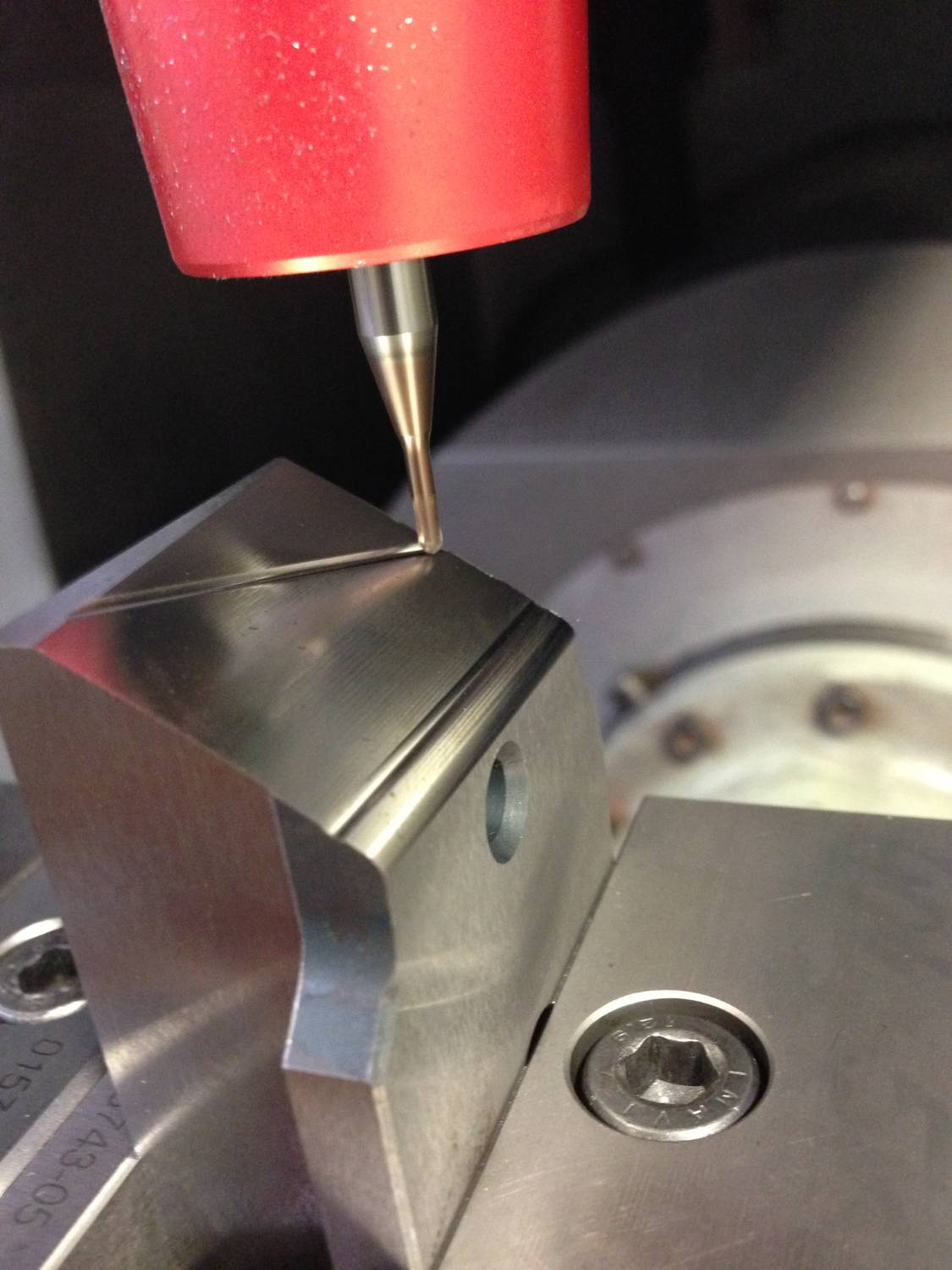
Polieren überflüssig: Werkzeugeinsatz aus Warmarbeitsstahl 1.2343 mit 53 bis 54 HRC .....


Infos zum Anwender
Die Walther Wolf GmbH ist ein Hightech-Unternehmen für Spritzgießformenbau, Messtechnik und Lohnarbeiten mit höchsten Maßanforderungen. Hinzu kommt ein umfangreiches Dienstleistungsangebot, das die Beratung bei der Auslegung von Bauteilen oder die Gestaltung von Werkzeugfamilien ebenso umfasst wie die Ausarbeitung von Automatisierungskonzepten.
www.waltherwolf.com
Viel Erfahrung beim Hartfräsen
Durch Fokussierung auf kleine, hochpräzise Spritzgießwerkzeuge hat man bei der Hartbearbeitung von Werkstoffen bis zu 70 HRc im Laufe der Jahre sehr viel Erfahrung aufgebaut, die auch Kunden aus dem Bereich Lohnfertigung zu schätzen wissen. Beim hochgenauen Hartfräsen setzt Walther Wolf schon seit Langem auf VHM-Werkzeuge von Hitachi. Die seien zwar vom Preis her weit oben angesiedelt, aber ihr Geld wirklich wert, ist Dorlöchter überzeugt. „Diese hochpräzisen Fräser übernehmen bei uns immer mehr Aufgaben, die früher nur senkerodiert werden konnten.“ Natürlich ist der Trend, Erodieren durch Hartfräsen zu ersetzen, kein Selbstzweck, sondern hat handfeste wirtschaftliche Vorteile: Zusätzliche Fertigungsschritte und die Kosten für die Elektroden entfallen, im Idealfall ebenso der Aufwand für Nachbearbeitung und Polierarbeit der Oberflächen.

.....auf Endmaß geschlichtet mit dem Torus-Wendeschneidplattenfräser ASPV-Mini
Standzeitprobleme gelöst
Auch für das Problem, dass bei der Hartbearbeitung mit VHM-Werkzeugen hohe Präzision mit starkem Werkzeugverschleiß erkauft wird, gibt es inzwischen eine Lösung. Denn mit den neuen VHM-Fräsern der Epoch21-Reihe lassen sich dank spezieller Schneidengeometrie und neuem Feinstkornsubstrat sowie der Hitachi Tool-eigenen nanokristallinen PVD-Beschichtungen TH45+, TH64+ ATH, Kalt- und Warmarbeitsstähle mit Härten von bis 72 HRC prozesssicher bearbeiten. „Wir erzielen damit wesentlich höhere Standzeiten, die an die von CBN heranreichen, ohne beim Thema Prozesssicherheit Abstriche machen zu müssen.“ Jochen Dorlöchter spricht damit das Problem mit Fräsern aus dem verschleißfesteren kubischen Bornitrid (CBN) an, die bei harten Werkstoffen gerne zu Ausbrüchen neigen, vor allem bei längeren Bearbeitungszeiten.
Das prozesssichere Fräsen sei für Walther Wolf nicht zuletzt auch vor dem Hintergrund der Automatisierung extrem wichtig. In diesem Zusammenhang wird von ihm ausdrücklich der Service von Hitachi Tool und die gute Vor-Ort-Betreuung durch Anwendungstechniker Andreas Lehner gelobt. „Ohne diese Unterstützung hätten wir bei der spanenden Hartbearbeitung nicht den hohen Stand erreicht, den wir heute haben.“
Dazu tragen in Wendelstein auch die TH-beschichteten VHM-Tieflochbohrer der WHNSB-Reihe von Hitachi bei, mit denen sich – in eine zuvor erstellte, kurze Führungsbohrung – Tiefen bis zu einem 30-fachen Werkzeugdurchmesser in einem Arbeitsgang herstellen lassen. „Wir bohren mit Schrumpffutter und Minimalmengenschmierung damit in Werkstoffe bis 58 HRc“, erklärt Dorlöchter, „und sind pro Bohrung gegenüber früher rund 30 Prozent schneller geworden.“

Dem Kostenanstieg entgegensteuern
Die in den letzten eineinhalb Jahrzehnten enorm gestiegene Leistungsfähigkeit insbesondere der Fräswerkzeuge hat zu einer paradoxen Entwicklung geführt. Es wird immer mehr gefräst, weshalb der – bei der Werkzeugbeschaffung ohnehin schon dominierende – Kostenblock für Fräser zunehmend größer wird. Ein guter Weg, um hier gegenzusteuern, ist die Verwendung von Wendeschneidplatten.
Vor diesem Hintergrund entstand bei Hitachi eine neue Generation von Wendeplatten-Fräsern speziell für die Hartbearbeitung, die sozusagen höchste Präzision, Rundlaufgenauigkeit und Prozesssicherheit von VHM-Werkzeugen mit den Kostenvorteilen der austauschbaren Schneidplatten vereinen. Auch diese Werkzeugreihe, deren Durchmesser bauartbedingt bei 8,0 bis 10 mm beginnt und die als Kugelkopf-, Torus- und Planfräser eingesetzt werden kann, ist seit rund eineinhalb Jahren bei Walther Wolf im Einsatz. Und das Ergebnis kann sich im wahren Sinne des Wortes sehen lassen, wie das Beispiel eines Werkzeugeinsatzes aus Warmarbeitsstahl 1.2343 mit einer Härte 53 bis 54 HRc beweist. „Wir schlichten die Außenkonturen mit den Torus-Wendeschneidplattenfräsern ASPV und ASPV-Mini direkt auf Endmaß mit einem Ra von 0,08 µm”, erklärt Jochen Dorlöchter. „Damit erreichen wir eine Oberflächenqualität, die das Polieren überflüssig macht – und dies bei rund 30 Prozent niedrigeren Werkzeugkosten.“

Das Hightech-Unternehmen für ist Spezialist im Spritzgießformenbau aber ich im Bereich der Lohnfertigung von hochfesten Materialien. (links: Spritzteil mit Stanzgitter; rechts: ein wassergekühlter Einsatz mit Schrägverzahnung.)

Werkzeugverschleiß messen und kompensieren
Natürlich sind an dieser Präzision nicht nur die Fräswerkzeuge alleine der bestimmende Faktor. Neben dem Gesamtsystem Maschinenkinematik, Spindel, Spannmittel und Werkzeug spielen ebenso die Frässtrategien der CAM-Software – bei Walther Wolf wird mit Creo NC (PTC) programmiert – sowie Einflussgrößen wie der Werkzeugverschleiß eine entscheidende Rolle.
Auch bei Letzterem überlässt man in Wendelstein nichts dem Zufall. So wird in den beiden Röders-Bearbeitungszentren per Laser nach jedem Werkzeugwechsel der Fräser bis auf zwei Mikrometer genau gemessen und das Ergebnis als Korrekturwert an die Maschinensteuerung geschickt. Über die Funktion 3D-Werkzeug-Radiuskorrektur kompensiert die CNC-Maschine die Konturbahnen, ohne dass die NC-Programme im CAM-System neu berechnet werden müssen. „Weil wir auf diese Weise stets mit den Ist-Daten des Werkzeugs fräsen, erzielen wir zusätzlich Genauigkeit”, sagt Jochen Dorlöchter und erwähnt einen weiteren Nebeneffekt: „Da wir zwischendurch immer wieder nachmessen, lassen sich die teuren Fräswerkzeuge länger einsetzen.“

Hitachi bietet auch eine neue Generation von Wendeplatten-Fräsern speziell für die Hartbearbeitung, die sozusagen höchste Präzision, Rundlaufgenauigkeit und Prozesssicherheit von VHM-Werkzeugen mit den Kostenvorteilen der austauschbaren Schneidplatten vereinen: ASPV-1020R-5WL im Ø 20 mm und ASPV verfügbar in Ø 8,0 bis 66 mm.
Beim hochgenauen Hartfräsen setzt Walther Wolf auf VHM-Werkzeuge von Hitachi.
Produktivität gesteigert
Mit den neuen Fräs- und Bohrwerkzeugen von Hitachi Tool hätten sich die Werkzeugstandzeiten deutlich erhöht, sagt Jochen Dorlöchter. Mindestens ebenso wichtig sei, dass man hinsichtlich Präzision, Oberflächengüte und Prozesssicherheit noch mal ein kräftiges Stück vorangekommen ist. Ohne den exzellenten Support von Hitachi Tool wäre dies allerdings kaum umzusetzen gewesen, ist der Firmenchef überzeugt. „Denn ein Werkzeug lebt nicht nur von seinen Daten, sondern auch durch die Informationen, wann und wie man es am besten verwendet – und durch den Service, der dahinter steckt.“
www.hitachitool-eu.com
Teilen: · · Zur Merkliste