interview
Ceratizit mpmc 2000S: Turbinenrotorwellen komplett bearbeitet
Geballte Zerspanungs-Kompetenz aus Österreich: Mit dem neuen Bearbeitungszentrum, das Weingärtner Maschinenbau im September 2015 an einen amerikanischen Energiekonzern geliefert hat, werden Turbinenrotorwellen für die größten Gasturbinenkraftwerke bearbeitet. Als Rohteil bringen diese rund 60 Tonnen auf die Waage. Die üblichen Bearbeitungszeiten für Bauteile dieser Art und Größe konnten mit der mpmc 2000S – 7000 auf ein Drittel gesenkt werden. Entscheidenden Anteil am Erfolg hat auch das speziell für diese Aufgabe entwickelte Bearbeitungskonzept von Cutting Solutions by Ceratizit. Wir konnten mit Werner Pommer, Technik und Vertrieb, Weingärtner Maschinenbau und Peter Uttenthaler, Sales/Area Manager America, Cutting Solutions by Ceratizit, über die Erfolgsfaktoren bei diesem anspruchsvollen Projekt gesprochen.

Wir sprechen hier von einem maximalen Werkstückdurchmesser von 2.000 mm und einem Stückgewicht von bis zu 60 Tonnen. Werner Pommer, Technik und Vertrieb, Weingärtner Maschinenbau
Auf einen Blick
(h3)mpmc 2000S – 7000 von Weingärtner Maschinenbau
• Umlaufdurchmesser über Bett und Schlitten: 2.000 mm
• Max. Drehlänge (incl. 1 m Stirnbearbeitung): 7.000 mm
• Max. Werkstückgewicht zw. Futter und Reitstock o. Lünetten: 60 t
• Dreh-Fräseinheit: 72 kW / Haltemoment B-Achs-Klemmung 20.000 Nm
• Dreh-Fräskopf : 72 kW / 3.000 min-1 / 1.950 Nm
• High Speed-Fräskopf: 25 kW / 6.000 min-1 / 200 Nm
(h3)Werkzeugkonzept von Cutting Solutions by Ceratizit
• Hochproduktive Highfeed-Fräser mit SILVERSTARTM CTPP235.
• Schlichtfräsen mit BLACKSTARTM CTCP230 ermöglichen sehr hohe Produktivität und sehr kurze Bearbeitungszeiten.
• Schlichtfräsen mit VHM-Formfräsern der Sorte SCPP240 (Feinstkorn-Hartmetall mit PVD-Beschichtung und spezieller Oberflächenbehandlung) zeichnet sich durch hohe Standzeiten und Formgenauigkeit aus.
• MaxiDrill 900 bestückt mit vier SILVERSTARTM CTPP430-Wendeschneidplatten ermöglicht besonders tiefe Bohrungen mit Durchmessern von bis zu 70 mm.
• Drehen und Einstechen mit COLORSTARTM CTCP125, das HX-Stechsystem überzeugt durch sehr guten Spanbruch bei relativ geringen Schnittkräften.
Herr Pommer, im September haben Sie Ihre neue mpmc 2000S – 7000 und auch gleich den Prototypen des Bauteils, für den die Maschine vorgesehen ist, an einen amerikanischen Energiekonzern ausgeliefert. Was waren die Herausforderungen bei diesem Auftrag?
Pommer: Das Bauteil, das in einer Aufspannung komplett bearbeitet wird, ist extrem groß und damit auch extrem schwer. Das war die eigentliche Herausforderung – auch für die Peripherie. Wir sprechen hier von einem maximalen Werkstückdurchmesser von 2.000 mm und einem Stückgewicht von bis zu 60 Tonnen. Das Maschinenkonzept entspricht im Prinzip dem unserer mpmc 1200. Dieses Konzept auf die erforderliche Größe hoch zu skalieren war nicht einfach, da steckt viel technisches Know-how dahinter. Das war ein Schritt in eine neue Dimension für uns, bisher lagen wir bei Werkstückgrößen von maximal 1.200 bis 1.300 mm Durchmesser und einer oberen Grenze beim Stückgewicht von knapp 30 Tonnen.

Das ganze Projekt war eine große Teamleistung. Die Zusammenarbeit mit Weingärtner war für uns ausgesprochen angenehm. Alles war gut organisiert und die Zusammenarbeit immer professionell und ergebnisorientiert. Peter Uttenthaler, Sales/Area Manager America, Cutting Solutions by Ceratizit
Statements im Text
>> Schon bei der ersten Aufgabe, dem Fräsen einer Nut in das Originalmaterial, hat das Ergebnis für Cutting Solutions by Ceratizit gesprochen. Insgesamt überzeugt Ceratizit bei Produktivität, Prozesssicherheit und Formgenauigkeit. <<
Sie hatten anlässlich der EMO 2013 erstmals Kontakt mit dem Kunden. Dort war man schon zweieinhalb Jahre auf der Suche nach einem Komplettbearbeitungskonzept für diese extrem große Turbinenwelle. Warum?
Pommer: Der klassische Weg, solche Turbinenwellen herzustellen, ist, sie über mehrere Maschinen Stück für Stück fertig zu bearbeiten. Aber gerade bei so großen Teilen macht es Sinn, sie in einer Aufspannung zu fertigen. Das erhöht die Formgenauigkeit und minimiert den Aufwand an Zeit, Handling und Platz. Das macht sich drastisch in der Bearbeitungszeit und somit den Bearbeitungskosten bemerkbar. Wie unser Kunde uns versichert hat, liegen diese jetzt bei einem Drittel der sonst üblichen Kosten.
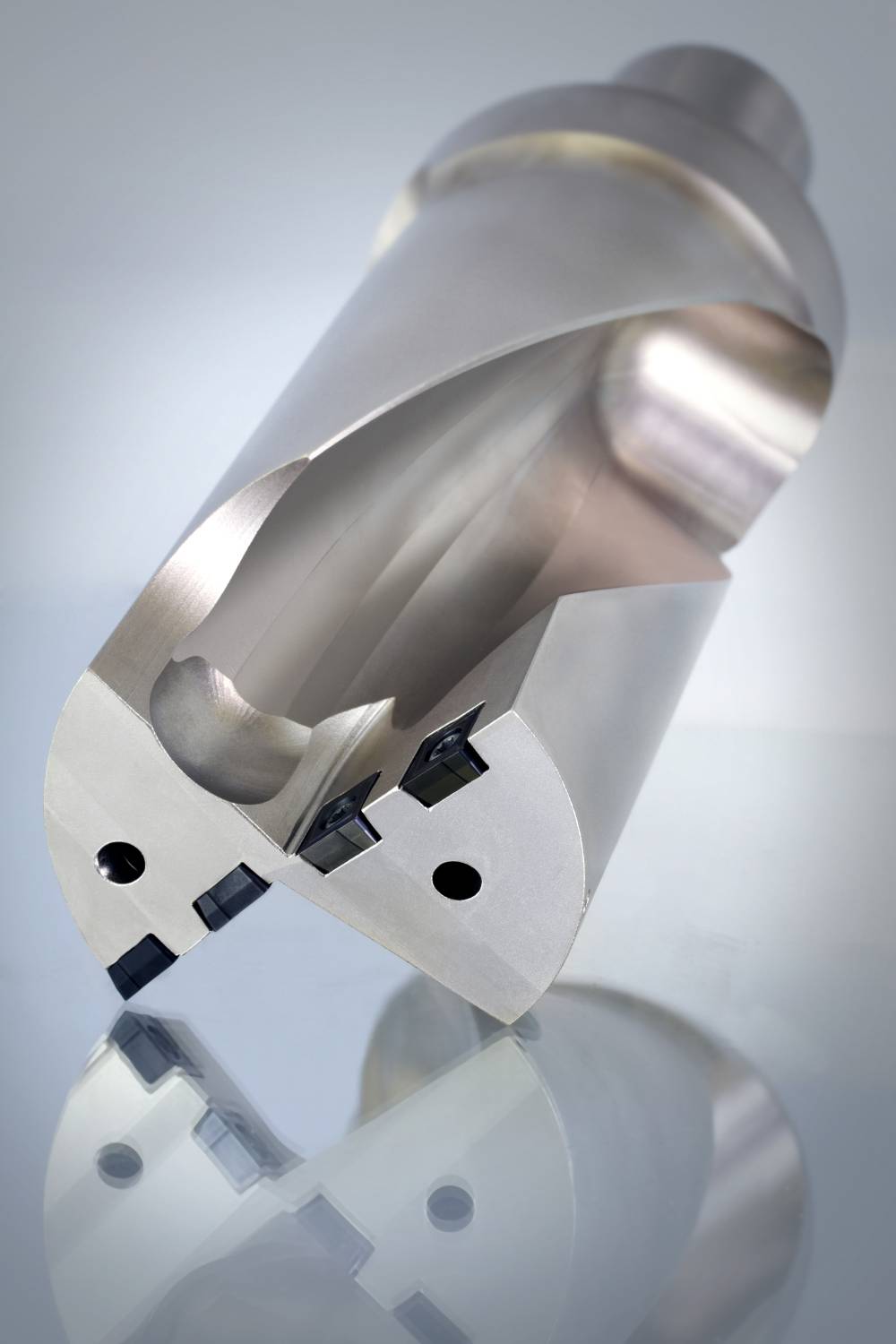
Der MaxiDrill 900 bestückt mit vier SILVERSTARTM CTPP430-Wendeschneidplatten ermöglicht besonders tiefe Bohrungen mit Durchmessern von bis zu 70 mm.
Welche Bearbeitungsschritte sind bei diesem Bauteil insgesamt notwendig?
Pommer: Da kommt einiges zusammen: Drehen, Schruppfräsen, Schlichtfräsen, Bohren, Einstechen u. a. Die Bauteilgeometrie ist eine ganz andere als die bislang übliche und war mit den üblichen Werkzeugen und den sonst eingesetzten Maschinen so nicht darzustellen. Es war uns als dem Lieferanten des Bearbeitungszentrums daher wichtig, einen kompetenten Partner zu finden, der mit uns gemeinsam das passende Bearbeitungskonzept und die optimale Werkzeuglösung entwickelt. Ich denke, das ist gelungen. Mit den Werkzeugen von Cutting Solutions by Ceratizit können wir die Möglichkeiten der Maschine optimal ausnutzen. Und wenn man die optimalen Werkzeuge mit maximalen Schnittdaten einsetzten kann, ist das Gesamtkonzept perfekt abgestimmt.

Das neue Weingärtner-Bearbeitungszentrum mpmc 2000S – 7000 für die Komplettbearbeitung von Turbinenrotorwellen.
Sie haben sich bei den Schlüssel-Werkzeugen für eine Lösung von Cutting Solutions by Ceratizit entschieden. Welche Kriterien haben dazu geführt?
Pommer: Das war ein sehr offenes mehrstufiges Auswahlverfahren. Erst haben sechs potentielle Lieferanten Tests mit Standardwerkzeugen gefahren. Dann haben wir ausgewählt, wer die Sonderwerkzeuge macht und diese Werkzeuge auf unserer mpmc 1200 getestet. Aufgrund der Testergebnisse haben wir dann die Werkzeuge fertigen lassen. Schon bei der ersten Aufgabe, dem Fräsen einer Nut in das Originalmaterial, hat das Ergebnis für Cutting Solutions by Ceratizit gesprochen. Insgesamt überzeugt Ceratizit bei Produktivität, Prozesssicherheit und Formgenauigkeit.
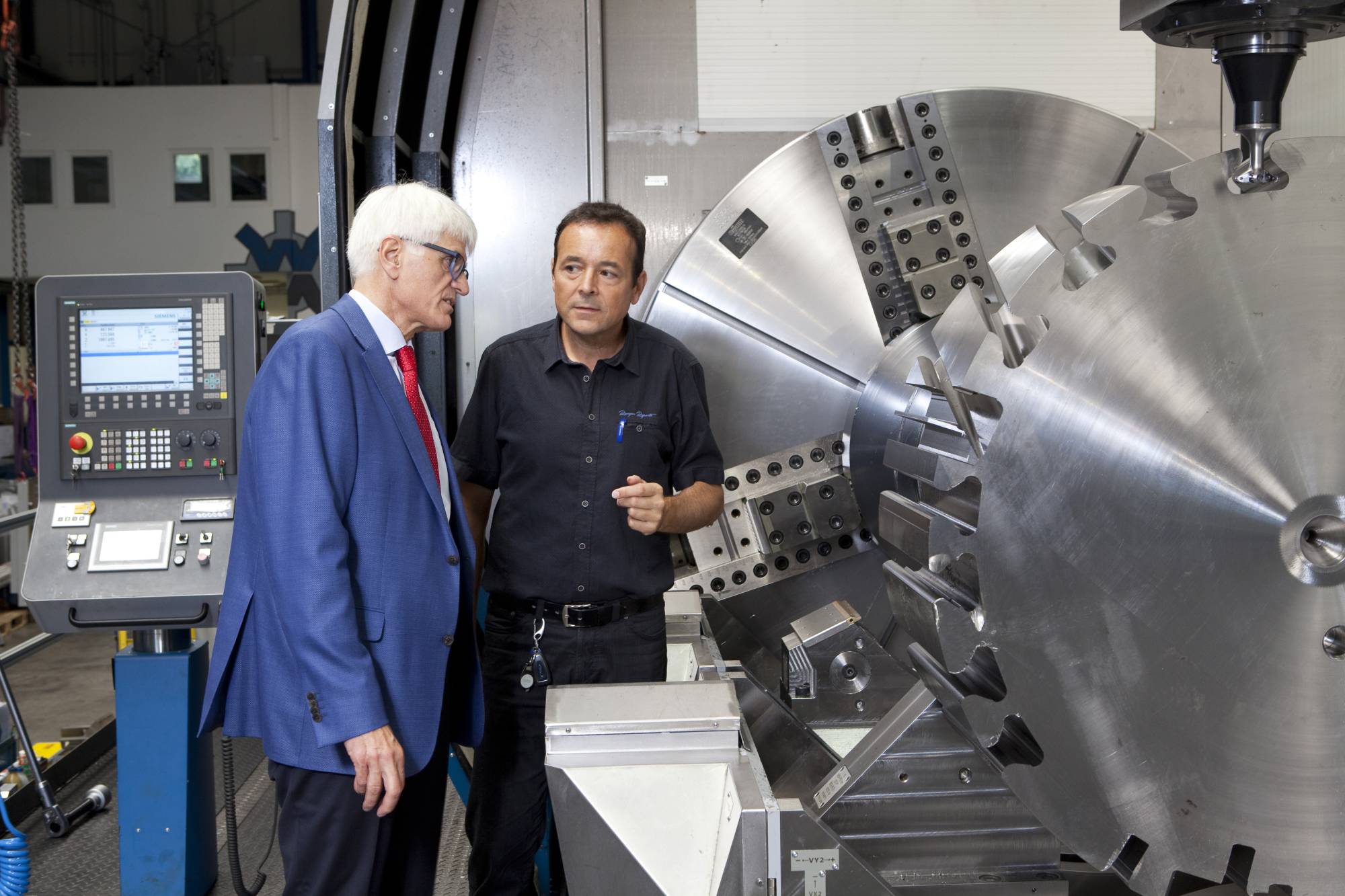
Immer im kompetenten Dialog: Peter Uttenthaler (links) und Werner Pommer an der mpmc 2000S kurz bevor diese Ende August ihre Reise an den Bestimmungsort in den USA angetreten hat.
Herr Uttenthaler, Cutting Solutions by Ceratizit hatte offensichtlich bereits beim ersten Test das richtige Händchen. Auf welcher Grundlage haben Sie entschieden, welchen Schneidstoff Sie ins Rennen schicken?
Uttenthaler: Kurz vorher haben wir unser neues Sortenuniversum auf den Markt gebracht und hatten so eine neue Schneidstoff-Generation zur Verfügung, von der wir schon aus anderen Anwendungen wussten, dass wir damit sehr gute Ergebnisse erzielen können. Alfred Hofegger, unser Leiter OEM-Services, von Anfang an als Projektleiter und technischer Berater mit von der Partie, war sofort überzeugt, dass die SILVERSTAR-Beschichtung CTPP235 dem Wettbewerb in dieser Materialgruppe überlegen sein würde. Er hat Recht behalten.

Die Fräswerkzeuge für das Einbringen von Schwalbenschwanznuten sind eine gemeinsame Entwicklung von Weingärtner und Cutting Solutions by Ceratizit.
Was ist mit Blick auf die Werkzeuge besonders hervorzuheben?
Pommer: Wir haben zahlreiche Schwalbenschwanznuten auf dem Werkstück, die sehr genau sein müssen, damit die Leitschaufeln der Turbinenrotorwelle exakt positioniert werden können. Die Fräser hierfür haben wir gemeinsam mit Cutting Solutions by Ceratizit entwickelt. Wichtig war, dass ein Satz Nuten mit einem Fräsersatz gefertigt werden kann. Wir waren nicht sicher, ob das klappt. Tatsächlich können wir jetzt mit einem Fräsersatz sogar zwei Turbinenwellen bearbeiten.

Tiefstechschwert bestückt mit der Hochleistungssorte COLORSTARTM CTCP125.
Herr Uttenthaler, wie stellen Sie als Lieferant aller Schlüssel-Werkzeuge die Verfügbarkeit sicher?
Uttenthaler: Die Frage der Verfügbarkeit war in unseren Gesprächen mit dem Endkunden ein sehr wichtiges Kriterium. Drei Punkte spielen dabei eine wichtige Rolle: Unsere US-Niederlassung verfügt über ein Lager, über das wir die Werkzeugverfügbarkeit sicherstellen können. Die Nachschleiflogistik für die Vollhartmetallwerkzeuge in den USA gewährleisten wir durch unser Tochterunternehmen Promax Tools. Außerdem machen wir für die Bedarfsplanung gemeinsam mit dem Kunden einen rollierenden Forecast.
Wie bewerten beide Seiten die Zusammenarbeit?
Pommer: Die Zeit war knapp und die Aufgabenstellung höchst anspruchsvoll. Schritt für Schritt haben wir in sechs Monaten gemeinsam Lösungen entwickelt. Cutting Solutions by Ceratizit war für uns immer ansprechbar. Während der Fertigung des Abnahmeteiles war permanent jemand für den technischen Support vor Ort. Für mich war Alfred Hofegger eine Schlüsselperson bei dem gesamten Projekt. Seine Projektleitung und seine technische Beratung waren zu jedem Zeitpunkt exzellent.
Uttenthaler: Das ganze Projekt war eine große Teamleistung. Die Zusammenarbeit mit Weingärtner war für uns ausgesprochen angenehm. Das haben wir alle, insbesondere aber Alfred Hofegger, jederzeit so empfunden. Alles war gut organisiert und die Zusammenarbeit immer professionell und ergebnisorientiert.
Ist eine Fortsetzung der Zusammenarbeit in Sicht?
Pommer: Wir sind beides österreichische Unternehmen, mit sehr hohem Exportanteil. Es gibt weitere herausfordernde Projekte, die nach Lösungen suchen. Natürlich sprechen wir darüber gerne mit einem Partner, mit dem wir bereits sehr gute Erfahrungen gemacht haben.
Teilen: · · Zur Merkliste