anwenderreportage
Pama SPEEDMAT-HP: Wirtschaftliche und flexible Fertigung im Kunststoffmaschinenbau
Die Substitution von Metallkomponenten durch Kunststoffteile in allen Bereichen des täglichen Lebens führt zu einem steigenden Bedarf an Kunststoff verarbeitenden Maschinen. Eine wirtschaftliche und flexible Fertigung sind für Hersteller wie KraussMaffei Grundvoraussetzungen, um die hohen Anforderungen zu erfüllen. Die KraussMaffei Gruppe bietet dabei als einziges Unternehmen in ihrer Branche drei sich ergänzende Maschinentechnologien für die Kunststoff und Gummi produzierende und verarbeitende Industrie an: Spritzgießtechnik, Reaktionstechnik und Extrusionstechnik. Autor: Peter Springfeld, Freier Redakteur

Blick auf die nebeneinanderstehenden SPEEDMAT HP 5 (links) und SPEEDMAT HP 6 (rechts).
Traian Peter Paven
Industrial Engineering, KraussMaffei Technologies GmbH.
„In denkbar guter Zusammenarbeit mit Pama haben wir auf der Grundlage der Pama-Standardmaschinen aus dem Baukasten SPEEDMAT HP drei Maschinen so konfiguriert, dass sie genau auf unsere Fertigungsbelange ausgerichtet sind.“
In München produziert die KraussMaffei Technologies GmbH sämtliche Know-how-Teile für ihre unterschiedlichen Spritzgießbaureihen sowie Extrusions- und Reaktionsanlagen. An den neuen Bearbeitungszentren der Pama Werkzeugmaschinen GmbH – in Österreich vertreten durch Metzler – werden überwiegend Werkzeugaufspannplatten bearbeitet, sowie Spritzengehäuse, Gleit- und Führungsschuhe. Um das geforderte Fertigungsvolumen zu sichern, beschloss KraussMaffei vor gut zwei Jahren, den Aufbau eines Kompetenzcenters für Werkzeugaufspannplatten und kubische Teile. Somit erfolgte eine Ausschreibung mit konkreten Vorgaben, die es zu erfüllen galt. Dazu gehörten u. a. die Ausstattung der Maschine (z. B.: Stützhülse, Winkelfräskopf, Bohrpinole), die vollständige Kapselung mit einem Rauch- und KSS- Nebelabzug, sowie die Möglichkeit des hauptzeitparallelen Rüstens und Spannens.
Durch die Variantenvielfallt der Bauteile war ein entsprechend großes Werkzeugregal gefordert, aus dem die Werkzeuge automatisch auch in die Zusatzaggregate eingewechselt werden können. Die Zusatzaggregate sollten vollautomatisch aus einer Pick-up-Station an die Spindel adaptiert werden. „Hinzu kam die Forderung“, erläutert Traian Paven, Bereich Industrial Engineering, „das Layout zweier Maschinen anzupassen (zu spiegeln), dass ein Arbeitsbereich für zwei Maschinenbediener entsteht und diese optimal zusammenarbeiten können. All diese Forderungen erfüllte Pama.“
Werkzeugwechsler mit Doppelgreifer zum Einwechseln von Werkzeugen und automatisch arbeitenden Messtastern.
Frank Seifert
Pama-Sales Manager.
„Durch die Optimierung von Werkzeugwechselzeiten und Wechselzeiten von Winkelfräsköpfen konnten Span zu Span Zeiten reduziert werden. Darüber hinaus konnten wir die Voraussetzungen dafür schaffen, dass sich die Winkelfräsköpfe zwischen allen vier Maschinen, also auch der SPEEDMAT 2, im Bedarfsfall austauschen lassen.“
Erfolgsrezept für eine gute Zusammenarbeit
Als KraussMaffei den Entschluss fasste, das Kompetenzcenter für die Plattenbearbeitung aufzubauen, befand sich bereits ein Pama-Kreuzbett-Bohr- und -Fräswerk vom Typ SPEEDMAT 2 im Einsatz. „Diese Maschine“, erläutert Traian Paven, „bildete nach der Investitionsentscheidung für Pama eine gute Grundlage für die Erarbeitung eines Lastenheftes für weitere Maschinen. In denkbar guter Zusammenarbeit mit Pama haben wir auf der Grundlage der Pama-Standardmaschinen aus dem Baukasten SPEEDMAT HP drei Maschinen so konfiguriert, dass sie genau auf unsere Fertigungsbelange ausgerichtet sind.“

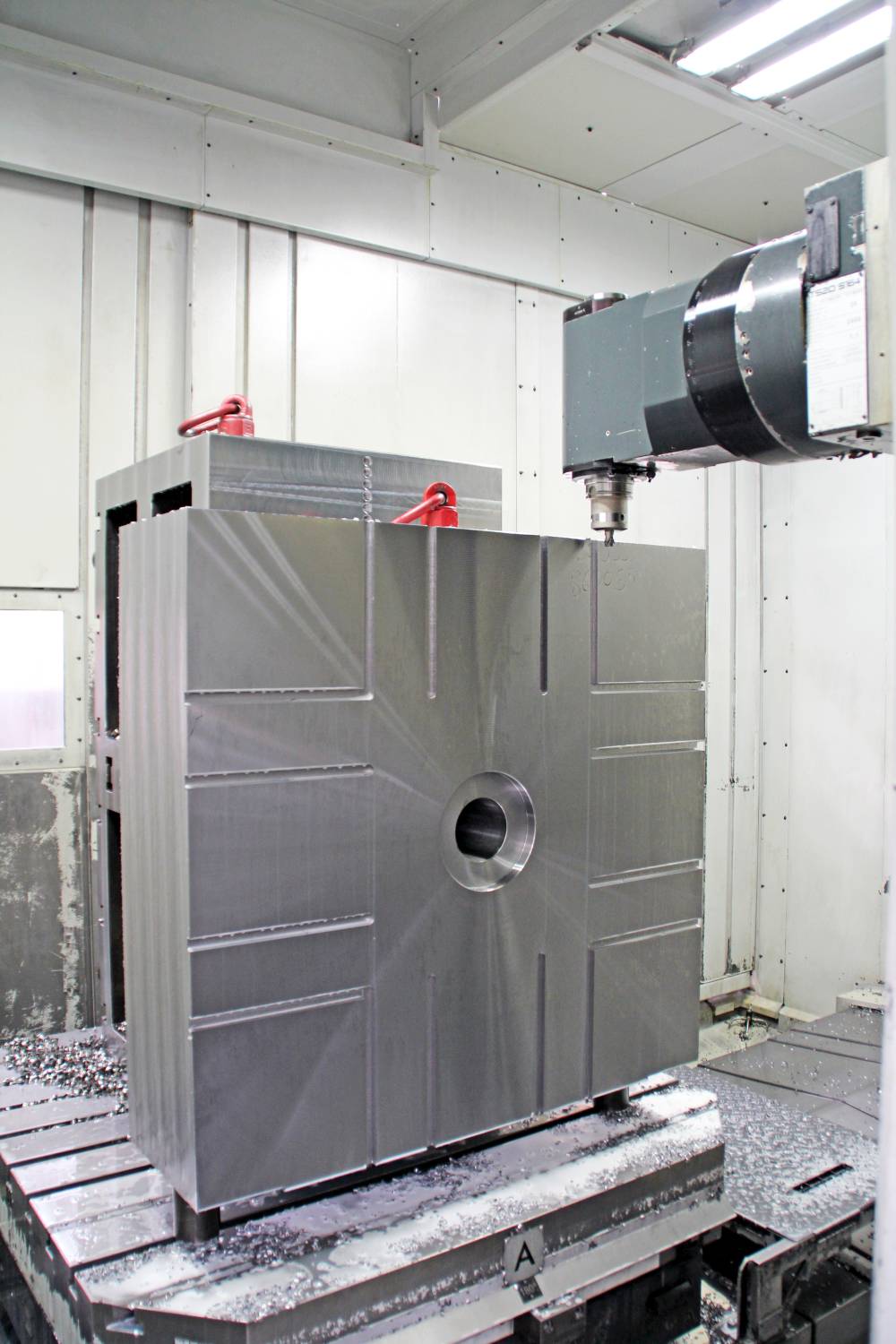
Hier ist die fertig bearbeitete zweite Spannlage vor der SPEEDMAT HP 5 zu sehen.
Infos zum Anwender
Die KraussMaffei Gruppe zählt zu den weltweit führenden Herstellern von Maschinen und Anlagen zur Produktion und Verarbeitung von Kunststoff und Gummi. Entwickelt und produziert werden die Produkte in über zehn Produktionswerken weltweit mit ca. 4.000 Beschäftigten. In München werden alle Teile für die unterschiedlichen Spritzgießbaureihen hergestellt.
www.kraussmaffeigroup.com
Entwicklung zum Kompetenzcenter
Die Baureihe der Kreuzbett-Bohr- und Fräswerke und Bearbeitungszentren SPEEDMAT besteht aus vier Grundmodellen mit Bohrspindeldurchmessern von entweder 130 oder 160 mm und Paletten von 1.250 x 1.250 bis 2.000 x 2.500 mm. Die 2012 gelieferte SPEETMAT 2 bietet zwei Wechselpaletten der Größe 1.600 x 1.600 mm und eine Tischbelastung von 16.000 kg.
Für den stabilen, schwingungsdämpfenden Betrieb sind alle Hauptbaugruppen aus Guss gefertigt. Die B-Achse, auf der sich der Drehtisch bewegt, besitzt eine hydrostatische Führung. Die Werkstück aufnehmenden Paletten lassen sich mit 12.000 kg belasten. Die W-Achse (Pinole) bietet einen Verfahrweg von 800 mm. Das Werkzeugmagazin stellt 316 Plätze zur Verfügung. „Der modulare Aufbau der Maschinen gab uns die Grundsicherheit, dass Pama auch noch höhere Anforderungen erfüllen kann. In der Zusammenarbeit bei der Inbetriebnahme, im Engagement der Pama-Fachleute haben wir“, hebt Traian Paven hervor, „exakt die Potenziale gesehen, die es uns dann tatsächlich ermöglichten, die drei neuen Maschinen so aufzurüsten, dass sie exakt unseren Anforderungen entsprechen.“
Im Dezember 2014 installierte Pama aus der Produktreihe SPEEDMAT HP, die aus sieben Grundmodellen besteht, die kleinere Maschine, eine SPEEDMAT HP 3. Den vorgesehenen Aufgaben entsprechend, ist sie mit Werkstückwechselpaletten der Größe 1.250 x 1.250 mm ausgerüstet. Sie können mit insgesamt 8.000 kg schweren Werkstücken (einschließlich Vorrichtungen) belastet werden. Der Bohrspindeldurchmesser beträgt 130 mm. Im Februar 2015 begann die Installation der dritten und vierten Maschine, einer SPEEDMAT HP 5 und einer SPEEDMAT HP 6, deren Layout spiegelbildlich zur SPEEDMAT HP 5 aufgebaut ist. Bis zu diesem Zeitpunkt haben Pama-Fachleute, Siemens-Steuerungsspezialisten und alle am Projekt beteiligten Mitarbeiter von KraussMaffei so effizient zusammengearbeitet, dass die drei SPEEDMAT HP-Maschinen mit den geforderten technologischen Fähigkeiten ausgeliefert wurden.
„Zu den Neuerungen“, schildert Frank Seifert, Pama-Sales Manager, „gehören die neuen Umhausungen, welche die Fertigung leiser machen, die Abluft filtern und vor Späneflug schützen. Es wurde ein neues Werkzeugmagazin entwickelt, in dem große und breite Werkzeuge effizienter abgelegt werden, was durch die neu erstellte Software ermöglicht wurde. Weiterhin erhielten die SPEEDMAT-HP-Maschinen ein Update der neuen CNC SINUMERIK 840D sl-Steuerung. Auch sind weitere Bearbeitungszyklen eingeflossen, die wir in Zusammenarbeit mit Siemens und KraussMaffei entwickelt haben. Beispielsweise wurde der Zyklus 800 in die Steuerung integriert, damit die Programmierung der Winkelfräskopfbewegungen zur Bearbeitung in unterschiedlichen Ebenen erheblich vereinfacht wird. Durch die Optimierung von Werkzeugwechselzeiten und Wechselzeiten von Winkelfräsköpfen konnten Span zu Span Zeiten reduziert werden. Darüber hinaus konnten wir die Voraussetzungen dafür schaffen, dass sich die Winkelfräsköpfe zwischen allen vier Maschinen, also auch der SPEEDMAT 2, im Bedarfsfall austauschen lassen.“

Blick auf die Bedienerplätze der SPEEDMAT HP 5 und 6. Die gespiegelte SPEEDMAT HP 6 befindet sich auf der linken Seite. Sie wird gerade von Oktay Devris bedient. An der SPEEDMAT HP 5 (rechte Seite) arbeitet Lukas Schuster.

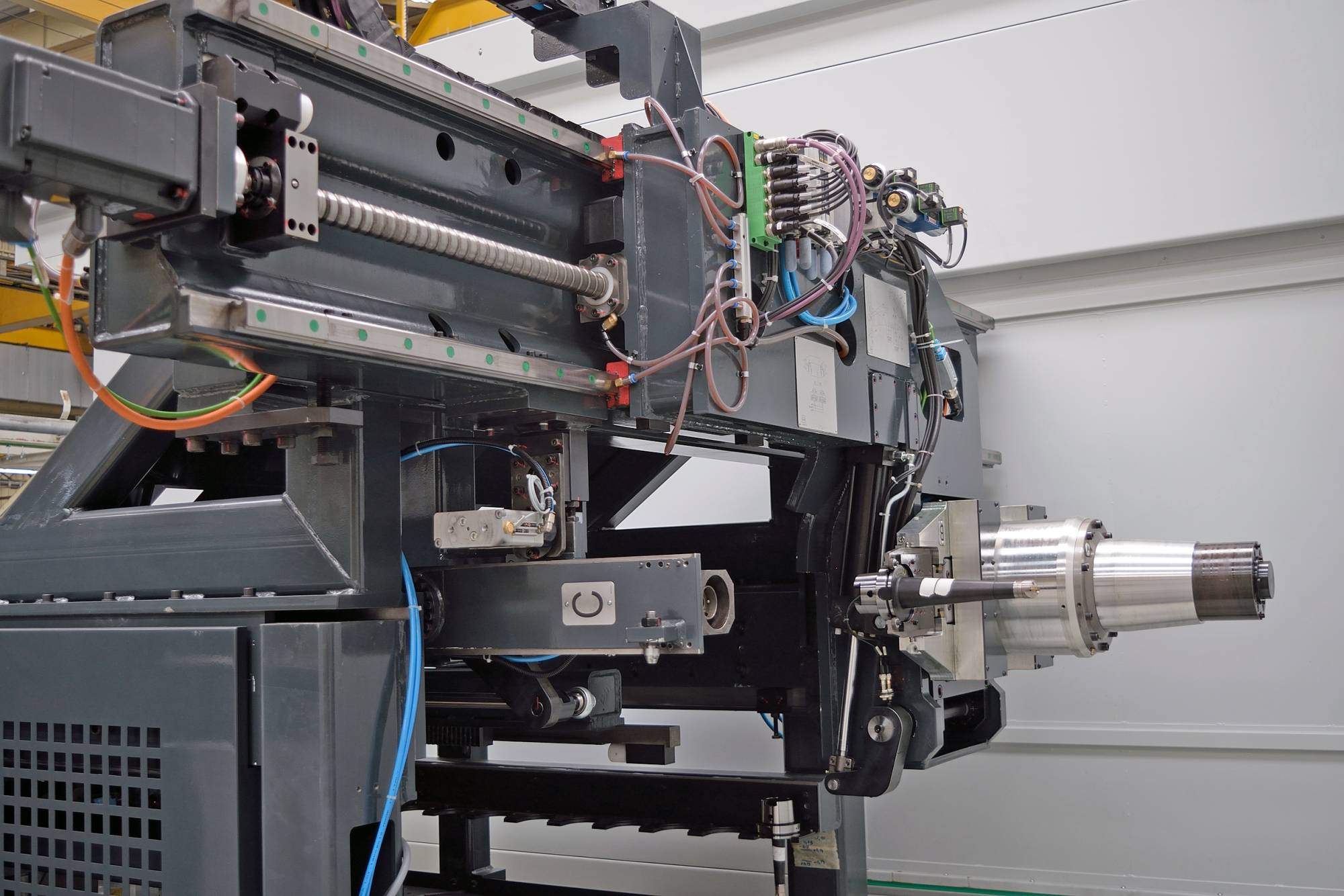
Die 160 mm-Spindel der SPEEDMAT HP 6 bietet mit einem 52-kW-Motor eine hohe Zerspanungsleistung an.
Hohe Fertigungsleistung
Durch den Drei- oder Mehrschichtbetrieb der vier Anlagen ist die sichere Abarbeitung des Auftragsvolumens gewährleistet. Jede Pama-Maschine arbeitet standardmäßig an einem zugewiesenen Teilespektrum. Durch die enge Abstufung der Palettengröße besteht die Möglichkeit, Kapazitätsvolumen schnell und sicher zwischen den Maschinen zu verschieben. Grundsätzlich werden Know-how-Teile wie Gleit- und Führungsschuhe, Spritzengehäuse und Werkzeugaufspannplatten am Standort München gefertigt. Auf der SPEEDMAT 2 werden u. a. Gehäuse für die Spritzeneinheit bearbeitet. „Bereits dort“, erklärt Dr.-Ing. Marc Lotz, Leiter Fertigung, „konnten wir durch Maschinenkonzept, Vorrichtung- und Spanntechnologien eine erhebliche Reduzierung der Bearbeitungszeit erreichen. Zudem werden durch das hauptzeitparallele Rüsten und Spannen der Werkstücke auf Wechselpaletten Stillstandszeiten vermieden.“
Der Schwerpunkt des Bearbeitungsspektrums der SPEEDMAT HP 5 und 6 konzentriert sich auf Werkstückaufspannplatten für Spritzgießmaschinen. Die größte Werkstückwechselpalette beträgt 2.000 x 2.000 mm und ist für eine Belastung von 20.000 kg ausgelegt. Der Längsverfahrweg des Drehtisches auf der X-Achse beträgt 3.800 mm, des Ständers in Z-Richtung 3.200 mm. Der Spindelkasten bewegt sich auf der 2.500 mm langen Y-Achse. Die Bohrspindel (W-Achse) bietet einen Axialverfahrweg von 800 mm.
Zum Ensemble der qualitätssichernden Konstruktionsdetails der SPEEDMAT HP-Baureihe gehört u. a. auch die hydrostatische Führung der Bohrspindel in der Frässpindel. Mit diesem System gibt es keine Stick-Slip-Effekte. Die Bohrspindel erreicht dadurch eine höhere Positioniergenauigkeit und verzeichnet eine deutlich erhöhte Dämpfung und Steifigkeit im Prozess. Im Eilgang bewegt sich der Tisch mit 25.000 mm/min in X-Richtung, die Y- und Z-Achse zu 30.000 mm/min. Zum Erreichen einer hohen Zerspanleistung treibt ein 52-kW-Motor die 160 mm-Spindel der SPEEDMAT HP 6 an.
Die Maschinen besitzen eine temperierte Kühlmittelanlage, die mit 60 bar (20 l/min) Innenkühlung und 8 bar (70 l/min) Außenkühlung arbeitet. Wird für die Bearbeitung der automatische Winkelfräskopf benötigt, braucht die Maschine für die gesamte Wechselprozedur 90 Sekunden. An dieser Stelle wird auch der Vorteil sichtbar, dass Pama die Winkelfräsköpfe selbst entwickelt und fertigt. Zur hohen Produktivität leistet auch das neue Werkzeugmagazin seinen Beitrag. Es bietet insgesamt 400 Plätze. Zum Auslagern/Einlagern der Werkzeuge entsprechend des Arbeitsauftrages oder nach Ablauf der Standzeit ist das Magazin mit einer Drehtür für die manuelle Be- und Entladung von bis zu fünf Werkzeugen ausgerüstet.
Einsatz eines Winkelfräskopfes in der SPEEDMAT 2.
Linearroboter im Werkzeugmagazin zum Be- und Entladen der Werkzeuge.
Sicherheit der Auftragsbearbeitung trotz hoher Varianz
„Der Großteil unserer Maschinen“, betont Traian Paven, „wird entsprechend des Kundenwunsches gefertigt. Die auftragsbezogene Konstruktion wird in Form einer Zeichnung und eines 3D-Datensatzes an die Arbeitsvorbereitung und NC-Programmierung übergeben. Die benötigten NC-Programme werden mittels eines CAM-Systems erstellt, mit dem auch eine hundertprozentige Kollisionsüberwachung/Simulation durchgeführt wird. NC-Programm, Spannskizzen und Werkzeuglisten werden über einen Server direkt an die Maschine übermittelt. Dies dient zur optimalen und hauptzeitparallelen Vorbereitung der Werkstückpaletten.
Nicht zuletzt trägt auch der Einsatz des Werkzeug-Identifikationssystems Balluff BIS-C zur sicheren Qualitätsbearbeitung bei. Nach den durchgeführten Bearbeitungen werden bei der Entladung des Werkzeuges alle aktualisierten Werkzeugdaten (T-Nummer, Geometriedaten, Standzeit) von der Steuerung auf den Codeträger zurückgespeichert.
Die abschließende Bewertung der erreichten Ergebnisse fasst Traian Paven kurz, aber prägnant zusammen: „Im nächsten Jahr werden wir die fünfte SPEEDMAT-HP-Maschine installieren. Derzeit wird alles für ihre Inbetriebnahme in unserem Werk in Haiyan (China) vorbereitet.“ „Damit“, freut sich Frank Seifert, „wird wieder einmal ein für Pama erfreuliches Ergebnis erreicht: Pama hat in den letzten zehn Jahren rund 770 Maschinen an zirka 350 Kunden verkauft. Im Durchschnitt kauft also jeder Pama-Kunde zwei Maschinen.“
Teilen: · · Zur Merkliste