Citizen LFV: „Spanbrechende“ Erfindung
Patentierte Technologie ermöglicht definierte Spanlängen nach Wunsch: Späne sind untrennbar mit der Metallbearbeitung verbunden. Oftmals sind sie allerdings mehr Fluch denn Segen, können sie doch allzu unkontrolliert Schaden an Werkzeug und Maschine anrichten. Für genau definierten Spanbruch sorgt nun die patentierte LFV-Technologie (Low frequency vibration cutting) von Citizen Machinery, in Österreich vertreten durch Capro. Mit ihr gehören Wirrspäne der Vergangenheit an.

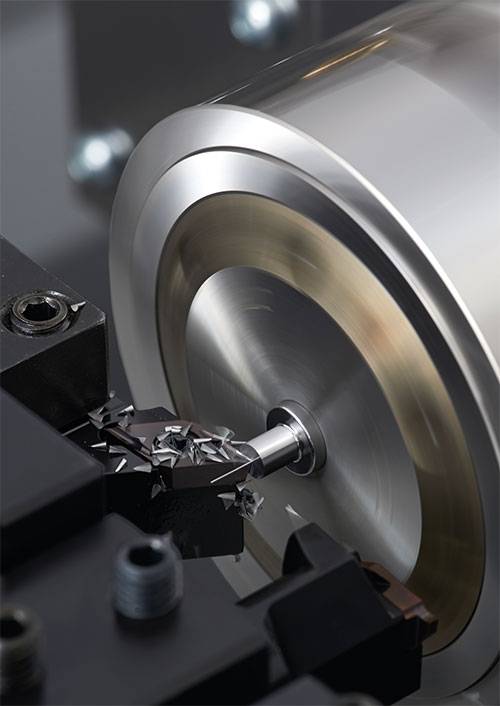
Lange, unkontrollierbare Späne waren gestern: Dank der patentierten LFV-Technologie wird Spanbruch nun definierbar.
Unkontrolliert herumirrende Späne haben schon so manchen verheißungsvollen Zerspanvorgang ruiniert: Sie wickeln sich beispielsweise um das Werkstück und Werkzeug. Dies führt in häufigen Fällen zum Werkzeugbruch oder auch zu einer Kollision während dem Teileabgreifen. „Dem wollten wir ein Ende bereiten und entwickelten die LFV-Technologie, mit der sich Späne sehr definiert brechen lassen, was nahezu jeden Zerspanprozess optimiert“, erläutert Markus Reissig, Prokurist und Leiter Service und Technik bei der Citizen Machinery Europe GmbH aus Esslingen.

Auf der Miyano VC03 ist die LFV-Technologie bereits implementiert und unterstützt die an sich bereits hohe Präzision des Kurzdrehers.
Per „Luftschnitt“ zum Erfolg
Das Prinzip des Low frequency vibration cutting ist am ehesten mit dem einer oszillierenden Bewegung vergleichbar. „Die Linear-Antriebe der bearbeitenden Achsen erzeugen oszillierende Bewegungen in X- oder Z-Richtung, die mit der Hauptspindel synchronisiert werden. Während einer Spindelumdrehung gibt es Richtungsänderungen der bewegten Achse. Durch diese Richtungsänderungen entstehen sogenannte ‚Air-cuts‘, durch die die Späne dann definiert gebrochen werden. Die Länge der Späne kann durch die Veränderung der Frequenz einfach im Programm bestimmt werden“, geht Markus Reissig ins Detail.
Gerade bei Materialien wie Titan, nichtrostenden Stählen, Kupfer, Aluminium und Messing ohne Blei, die wegen ihrer langen Späne geradezu gefürchtet sind, macht LFV „kurzen Spanprozess“. „Selbstverständlich lassen sich nahezu alle Teilegeometrien mit dieser Technologie fertigen. Lediglich in punkto Spindeldrehzahl und Vorschub kann nicht mit ‚Vollgas‘ gefahren werden. Doch die Vorteile, die dieses Bearbeitungsverfahren bietet, überwiegen eventuelle Zykluszeitveränderungen“, betont Markus Reissig. So werden Aufbauschneiden vermieden und die Standzeiten der Werkzeuge verlängert.

Gerade aufwändig zu bearbeitende Werkstücke profitieren von kleinen Spänen.

Markus Reissig, Prokurist und Leiter Service und Technik der Citizen Machinery Europe GmbH, stellte in seinem Vortrag in der Firmenzentrale in Esslingen die zahlreichen Vorteile der LFV-Technologie heraus.
Beeindruckend in der Anwendung
Dass Zykluszeit nicht alles ist, beweist ein Anwendungsbeispiel für eine Ventilnadel im Automotiv-Einsatz. Dort wurde mit einer Cincom L20 in 1.4301 der Außendurchmesser von 42 mm Länge mittels LFV-Technologie bearbeitet. Dadurch erhöhte sich zwar die Zykluszeit geringfügig, dank LFV kann allerdings nun im Dauerbetrieb ohne Maschinenstopp gearbeitet werden. „Damit reduzierte der Kunde seine Personalkosten und hatte trotz längerer Zykluszeit nach jeder Schicht mehr Teile produziert gegenüber der normalen Zerspanung“, so Markus Reissig.
Auch beim Tieflochbohren in Kupfer spielt das Verfahren seine Vorteile aus. Auf der Miyano VC03 musste eine Bohrung von 1,0 mm Durchmesser und 47 mm Länge in eine Schweißdüse eingebracht werden. Aufgrund der langen Späne dauerte der Vorgang mit herkömmlichem Verfahren 80 Sekunden. Dadurch, dass die kleinen, feinen Späne mit LFV wesentlich leichter aus dem Bohrloch abtransportiert werden konnten, halbierte sich die Zykluszeit auf 40 Sekunden.

Sowohl mit Animationsvideos als auch live an den Maschinen konnte sich das Publikum das „spanbrechend“ neue Verfahren in Esslingen anschauen.

Späne ohne LFV (links) und Späne mit LFV.
Die LFV-Technologie verringert den Schneidwiderstand und sorgt für eine verlängerte Werkzeugstandzeit. Ein definierter Spanbruch verhindert die Bildung von Aufbauschneiden sowie unnötigen Maschinenstopps.
Ausblick
Nach der Miyano VC03 erhalten auch die Cincom-Langdreher L20 und L12 das LFV-Feature. „Da wir diese Technologie als Meilenstein der modernen Metallzerspanung ansehen, werden wir unsere Produktreihe auch 2017 erweitern und mit LFV ‚aufrüsten‘. Somit machen wir das Prinzip der kurzen Späne auf breiter Ebene nutzbar“, so Markus Reissig.
Teilen: · · Zur Merkliste