anwenderreportage
FAM ULTRASONIC: Mit Ultraschall zu Glas- und Keramikteilen
Die Bearbeitung von technischen Keramiken und Gläsern zählt wohl zu den Königsdisziplinen in der Zerspanung. Nur wenige Unternehmen bewegen sich in diesen Werkstoffklassen. Die Fuchshofer Präzisionstechnik GmbH zählt seit 2005 zu den Spezialisten auf diesem Gebiet und fertigt aus diesen Advanced Material-Komponenten für unterschiedlichste Industrien.
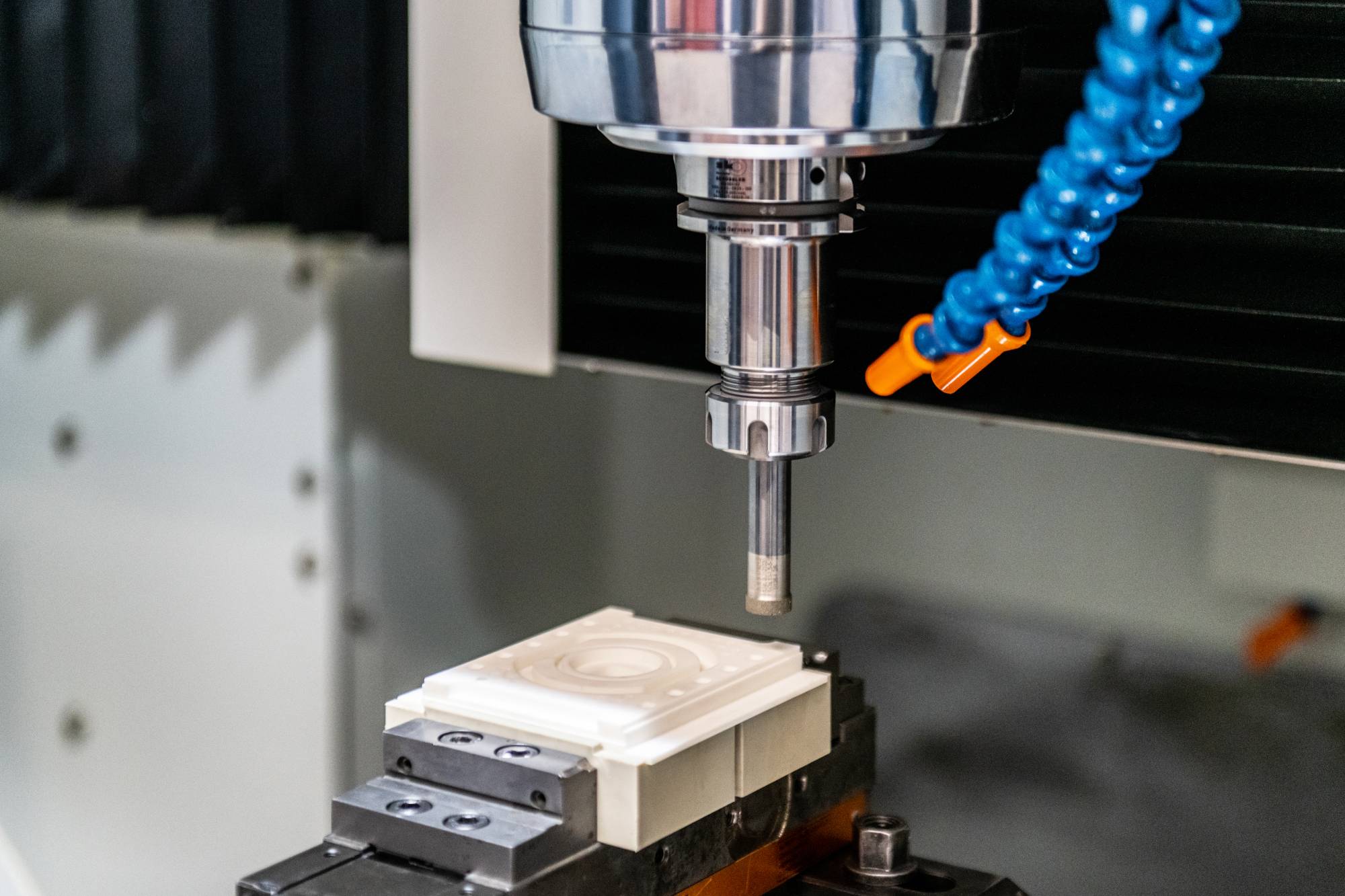
Für Keramikbauteile kommen Diamantwerkzeuge zum Einsatz, die durch die Ultrasonic-Technologie hochpräzise CNC-Bearbeitung ermöglichen.
Vier Verfahrensbereiche
CNC-Fertigung mit Diamantwerkzeug
• Ist besonders für die Bearbeitung von harten und spröden Materialien wie Glas, Keramik, Verbundwerkstoffen geeignet
CNC-Fertigung mit Kern Micro HD (innovative Mikrospalt-Hydrostatik)
• Ermöglicht extrem genaue Bearbeitungen im Mikrometerbereich ideal für die Herstellung von kleinsten Teilen und komplexen Geometrien
Ultrasonic-Technologie im Werkzeug (Anregung des Werkzeuges)
• Ultrasonic-Technologie im Werkzeug kombiniert die CNC-Bearbeitung mit hochfrequenten Ultraschallvibrationen in der Z-Achse
Vibrationstechnik des Schwingtisch (Anregung des Werkstückes)
• Anregung des Werkstückes am Schwingtisch kombiniert durch die CNC-Bearbeitung mit Vibrationen in der X und Y-Achse
Braucht man besonders widerstandsfähige Komponenten, die hohen thermischen oder chemischen Belastungen ausgesetzt sind oder aber eine extreme mechanische Beanspruchung erfahren, kommen häufig technische Keramiken zum Einsatz. Ist dann auch noch Transparenz gefordert, gesellen sich technische Gläser hinzu. Selten macht man sich Gedanken darüber, wie Bauteile aus solchen Werkstoffen hergestellt werden. „Wenn wir an Keramik denken, dann verbinden wir das meist mit einem Bild aus einer Töpferei, in der die einzelnen Stücke aus Ton oder Porzellanmasse hergestellt und anschließend gebrannt werden. So erhält die Keramik ihre Form und Änderungen an dem fertigen Gefäß können höchstens noch durch Schleifen erzielt werden. Ganz ähnlich verhält es sich bei Glas. Ist es mal in Form, dann kann vielleicht noch mit einem Diamantwerkzeug etwas abgetrennt oder die Form durch Schleifen verändert werden. Damit ist aber außer einfachen Formen kaum etwas realisierbar“, weiß Hannes Fuchshofer, Gründer und Geschäftsführer der Fuchshofer Präzisionstechnik.
Jedoch besteht in einigen Branchen Bedarf an exakt bearbeiteten Bauteilen aus Keramik oder Glas. Diese Industriewerkstoffe unterscheiden sich von den herkömmlichen Keramiken und Gläsern durch ganz konkrete Werkstoffeigenschaften, die, ähnlich wie bei Metallwerkstoffen, entweder durch die chemische Zusammensetzung des Werkstoffes oder durch das Mischen unterschiedlicher Werkstoffbestandteile eingestellt werden. Technische Keramiken und Gläser zeichnen sich in erster Linie durch ihre Härte aus, was eine Weiterbearbeitung schwierig macht. Bekanntlich erfordert beispielsweise eine zerspanende Bearbeitung eine Schneide, die härter ist als der zu bearbeitende Werkstoff. Da aber technische Keramiken an sich die Werkstoffe der Wahl sind, um Zerspanungswerkzeuge für Hochleistungsanwendungen herzustellen oder zumindest zu beschichten, drängt sich die Frage auf, wie man denn solche Werkstoffe wiederum bearbeiten kann.
„Die Vermutung liegt nahe, dass es dafür Materialien braucht, die härter sind als diese Keramiken und Gläser. Glücklicherweise gibt es mit PKD (Polykristalliner Diamant) und MKD (Monokristalliner Diamant) sowie diamantbeschichteten Hartmetallwerkzeugen Lösungen für diese Aufgaben. Daneben aber hat sich mit der Ultrasonic-Technologie auch seitens der Werkzeugmaschinen ein Lösungspfad aufgetan, der die Bearbeitung sehr harter Werkstoffe ermöglicht“, so Fuchshofer weiter.

Die Ultrasonic-Technologie von DMG-Mori ist seit 2004 auf dem Markt. Fuchshofer hat bereits 2005 mit dem Einsatz begonnen und damit technologische Pionierarbeit geleistet.
Shortcut
Aufgabenstellung: Zerspanung von Hochleistungswerkstoffen.
Material: Oxidkeramik (Al₂O₃, ZrO₂, ZrO₂/AlO₃), Nichtoxidkeramik (SiC, Si₃N₄, AlN), Silikatkeramik (Cordierit, Steatit, Mullit), Technische Gläser (SiO₂, Borofloat, Zerodur, Macor), Hartmetall (WC-Co, WC-(Ti, Ta, Nb)C-Co, Cermets)
Lösung: Unterschiedliche Vibrationstechnologien und Präzisions-CNC-Zerspanung
Nutzen: Hochpräzise Bauteile aus äußerst widerstandsfähigen Materialien für Medizintechnik, Halbleiterindustrie, Raumfahrt und Automotiv
Mit Ultraschall zur Präzision
Die Ultrasonic-Technologie basiert auf dem Prinzip einer hochfrequenten Schwingungsanregung des Bearbeitungswerkzeuges. Erstmals wurde das Konzept 2004 von der Firma Sauer GmbH aus Pfronten, die mittlerweile zur DMG Mori AG gehört, zum Patent angemeldet und unter dem Begriff Ultrasonic auf den Markt gebracht. Bei dieser Technologie regt ein Aktuator im Bereich der Spindel der Werkzeugmaschine das Werkzeug mit einer Longitudinalwelle im Frequenzbereich von etwa 50.000 Hz an. Die eingekoppelte Schwingung führt dazu, dass das Werkzeug in einem Längenbereich von 2,0 bis 8,0 µm in Z-Achse oszilliert. Das hat zur Wirkung, dass der Eingriff in das Werkstück durch die Schneide des Diamantwerkzeuges immer nur sehr kurz ist. Der Materialabtrag erfolgt eher durch ein hochfrequentes Einschlagen des Werkzeuges auf die Bearbeitungsoberfläche, wodurch Kleinstpartikel des Materials abgetragen werden. Die Rotation des Werkzeuges sorgt für einen Abtransport der Partikel. So handelt es sich bei der Ultrasonic-Zerspanung also auch im Wesentlichen um eine Schleifanwendung, die aber den Vorteil einer hohen punktuellen Zerspanungsleistung mit sich bringt. Bereits 2005 hat man bei Fuchshofer den Einstieg in die Bearbeitung der Advanced Materials mit der Ultrasonic-Technologie gewagt und Hannes Fuchshofer erinnert sich: „Es war schon irgendwie ein Wagnis, in diese noch recht junge Technologie einzusteigen. Wir hatten schon Erfahrung mit anspruchsvollen Werkstoffen und eine Technologie zu nutzen, die unserem Anspruch, heute besser als gestern und morgen besser als heute zu sein, gerecht wird, war für mich nur logisch.“
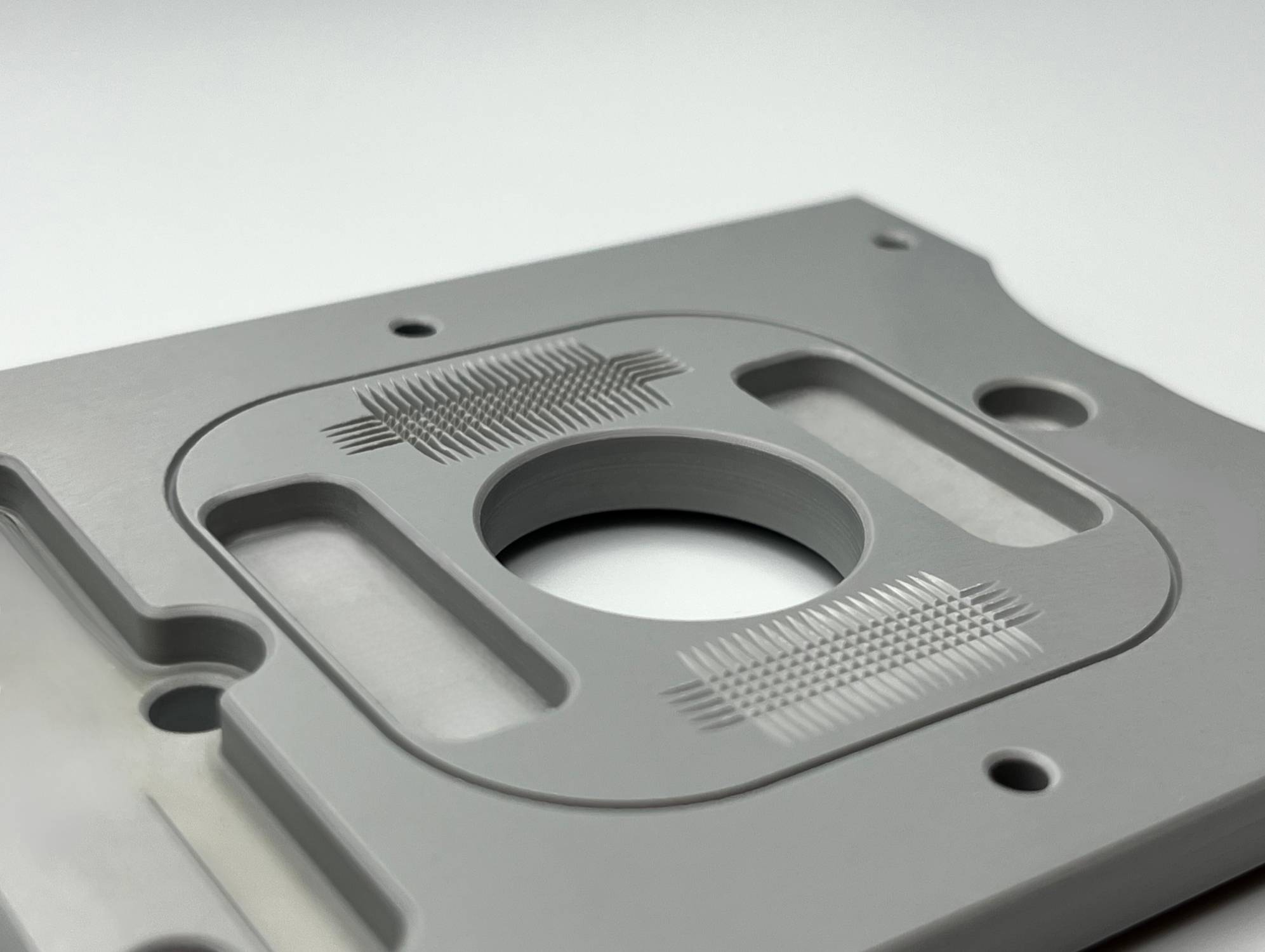
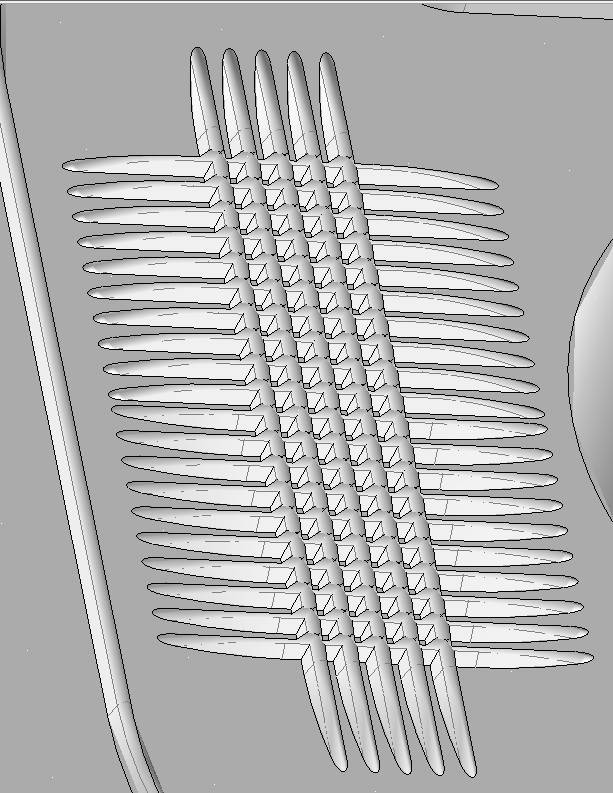
Die Pins im gerasterten Bereich des Siliziumnitrid-Bauteils (Si₃N₄) haben eine Fläche von 0,2 x 0,2 mm bei einer Höhe von lediglich 0,7 mm. Dies gelingt durch den Einsatz von Spezialwerkzeugen und Ultrasonic-Technologie sowie einem Schwingtisch mit geringen Kantenausbrüchen.

Auch Zirkonoxid (ZiO₂) kann durch die Ultrasonic-Technologie exakt bearbeitet werden und zeichnet sich durch besondere mechanische Eigenschaften wie hohe Härte und einen geringen Wärmeausdehnungskoeffizienten aus.
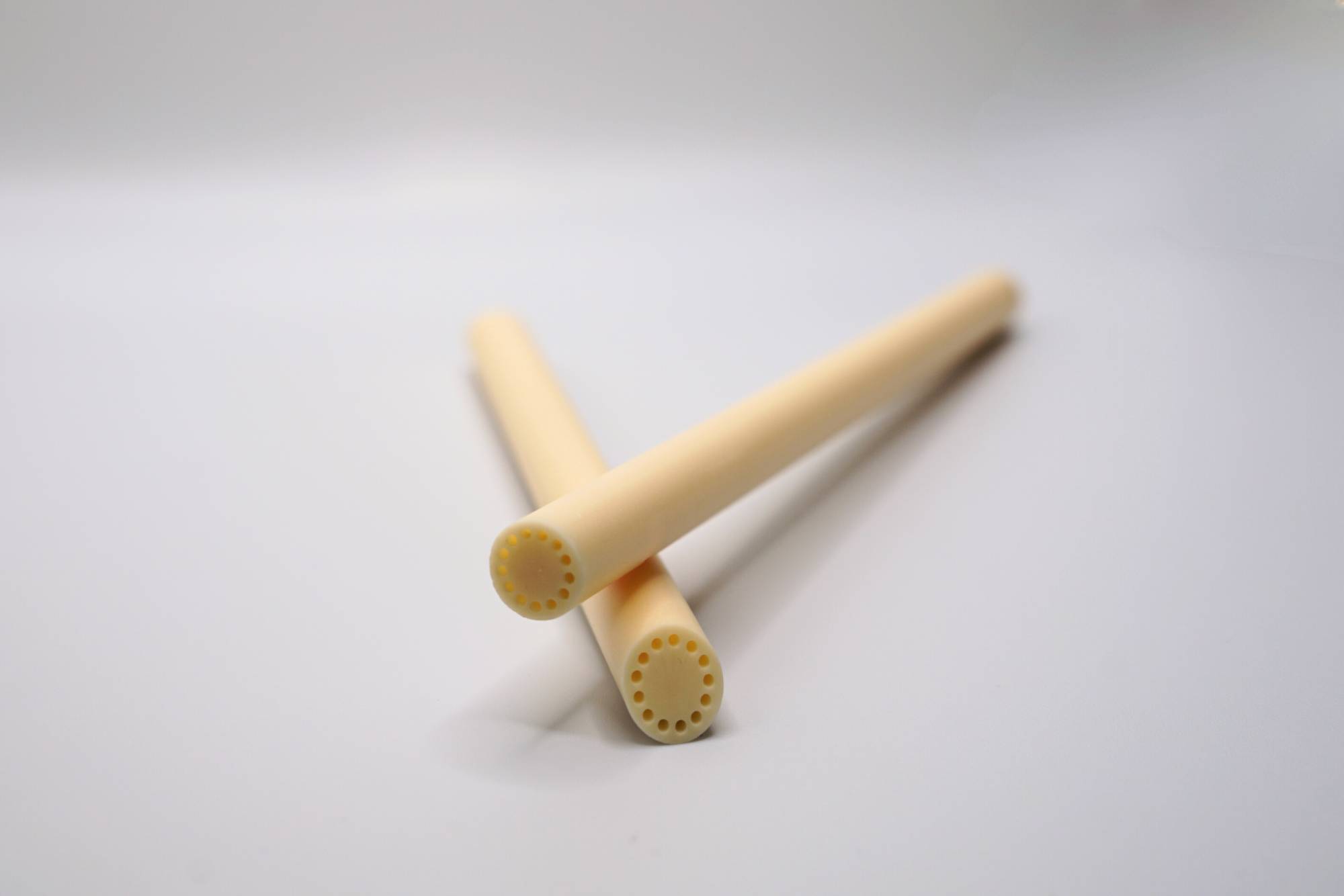
Stifte aus Aluminiumoxid (Al₂O₃) weisen Bohrungen mit einem Durchmesser von 0,5 mm und einer Tiefe von 15xD auf. Sie werden mit einem PKD-Bohrer erstellt.

Präzisionszerspanung ist das Kerngeschäft von Fuchshofer. Damit hat man sich im Markt einen Namen gemacht, und das seit 30 Jahren.
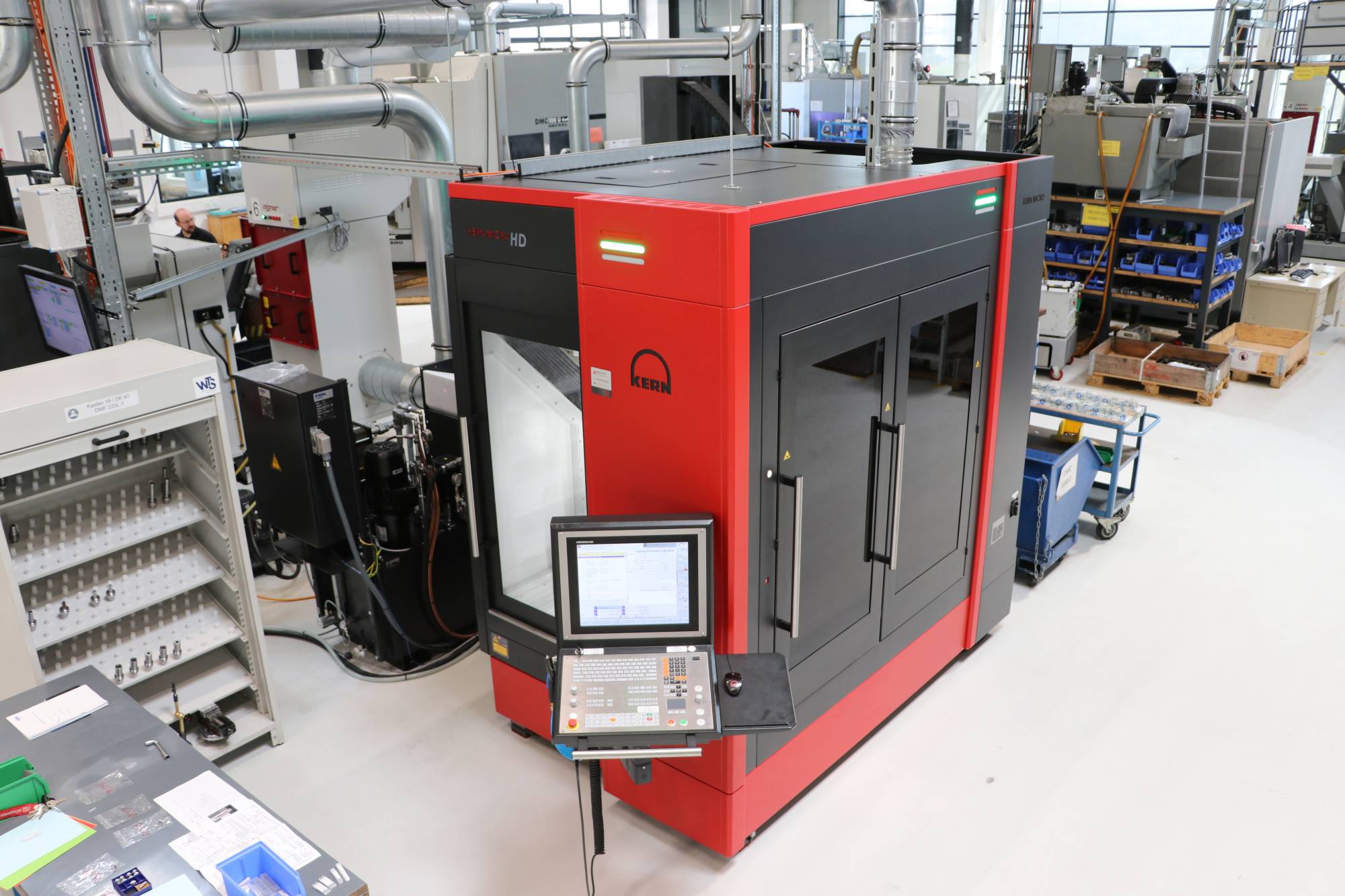
Die Kern Micro HD, die 2020 bei Fuchshofer in Betrieb genommen wurde erlaubt Präzision im µm-Bereich.

Hannes Fuchshofer
Geschäftsführer der Fuchshofer Präzisionstechnik GmbH
„Heute besser als gestern. Morgen besser als heute. Dieses Motto treibt uns auf der Suche nach neuen Technologien an! Ob CNC-Fertigung, Ultrasonic-Bearbeitung oder 3D-Metalldruck – jedes Verfahren hat seine Stärken. Deshalb bieten wir ein breites Spektrum an unterschiedlichen Fertigungstechniken.“
Breites Einsatzfeld für Hochleistungswerkstoffe
Ein großer Anteil der aus diesen Werkstoffen hergestellten Teile kommt im Bereich der Halbleiterindustrie zum Einsatz. Aber auch chemische Industrie, Medizintechnik, Messtechnik, Raumfahrt und allgemeiner Maschinenbau fragen derartige Hochleistungswerkstoffe verstärkt nach. Technische Keramiken und Gläser zeichnen sich durch eine sehr hohe chemische Beständigkeit und auch hervorragende mechanische Eigenschaften aus. Sie sind meist sehr hart und dadurch widerstandsfähig gegen Abrasion, was sie zu gefragten Lagerwerkstoffen macht, die geringste Toleranzwerte erfüllen müssen. Durch die hohe Temperaturbeständigkeit und geringe Ausdehnungskoeffizienten sind sie für viele Anwendungen Werkstoff der Wahl.
Allerdings werden ebendiese Eigenschaften in der Bearbeitung dieser Werkstoffe zur besonderen Herausforderung. Neben gängigen Bearbeitungsverfahren wie Flach- und Rundschleifen beinhalten die Bearbeitungstechniken auch das Ultraschallbohren ab einem Durchmesser von 0,3 mm, das Ultraschallschleifen von Oberflächen, Konturen und Umfängen sowie das Ultraschallfräsen von einfachen Nuten, Taschen und Schlitzen bis hin zu 3D-Konturen. Dabei können Bauteilgrößen bis zu maximal 980 x 630 x 630 mm bearbeitet werden.
Eine besondere Herausforderung liegt dabei in der Tatsache, dass hochspröde Werkstoffe dazu neigen, an den Kanten auszubrechen. Deshalb müssen Bearbeitungsvorgänge extrem präzise und vorsichtig durchgeführt werden, um Risse, Absplitterungen und Ausbrüche zu verhindern. „Das betrifft nicht nur die Werkstücke selbst. Auch die Werkzeuge bedürfen einer besonders vorsichtigen Behandlung. Es handelt sich in der Regel um Diamantwerkzeuge, die sehr empfindlich sind. Ähnlich wie bei unserer mikrometergenauen CNC-Zerspanung, die nur funktionieren kann, wenn die präzisen Werkzeuge mit höchster Sorgfalt behandelt werden“, verdeutlicht Fuchshofer und spielt damit auf die Zerspanung mit der ebenfalls eingesetzten Kern Mikro HD-Maschine an, mit der hochpräzise Bauteile hergestellt werden.
Bei manchen Anwendungen kommt ein weiteres technologisches Highlight zum Einsatz. Um Umfänge und Außenflächen besonders effizient bearbeiten zu können, wird mithilfe eines Schwingtisches das Werkstück in Schwingung versetzt. Die Amplitude bewegt sich dabei im µm-Bereich bei einer Schwingungsfrequenz von 256 Hz. „Mit all diesen technologischen Besonderheiten bieten wir unseren Kunden ein außergewöhnliches Leistungsspektrum hinsichtlich Werkstoffen und Präzision“, freut sich der Geschäftsführer und ergänzt abschließend: „Damit werden wir unserem Slogan und Ruf gerecht, heute besser als gestern und morgen besser als heute zu sein.“


Infos zum Anwender
Die Fuchshofer Präzisionstechnik GmbH beschäftigt derzeit ca. 130 Mitarbeiter und wurde 1994 von Hannes Fuchshofer gegründet. Das 2017 neu errichtete Betriebsgelände mit Bürogebäude und Produktionshalle umfasst knapp 5.500 Quadratmeter. Durch den Einsatz moderner CNC-Bearbeitungszentren, Maschinen zur Ultraschallbearbeitung und Anlagen zur Additiven Fertigung erfüllt Fuchshofer die Erwartungen von Kunden verschiedenster Branchen. Dazu zählen Luft- und Raumfahrt ebenso wie die Automobilindustrie, die Vakuum- und Medizintechnik, der allgemeine Maschinenbau sowie die Halbleiterindustrie.
Teilen: · · Zur Merkliste