anwenderreportage
Auma Drives reduziert Durchlaufzeit um 50 % mit der M40X-G Millturn von WFL
Auma Drives ist ein international tätiger Systemanbieter für kundenspezifische Getriebe und Antriebslösungen. Seit Jahrzehnten setzt Auma Drives bei der Getriebeproduktion auf höchste Qualität. Dabei ist der Einsatz von modernem Equipment von zentraler Bedeutung. Unterstützung in der Produktion in Coswig kam im Dezember 2022, und zwar in Form einer Millturn-Maschine von WFL.

Die M40X-G Millturn von WFL ist speziell für Schneckenwellen ausgelegt. Durch die Neuanschaffung konnte die Durchlaufzeit der Teile um 50 % reduziert werden.
Shortcut
Aufgabenstellung: Fertigung großer Schneckenwellen.
Lösung: Komplettbearbeitungsmaschine M40X-G Millturn von WFL; WFL-eigene 3D-Simulationssoftware CrashGuard Studio.
Nutzen: Schneckenwelle wird in einer Aufspannung komplett vorgedreht; Vorschleifen der Verzahnung entfällt; Einsparungen bei Rüstzeit: 50%, bei Bearbeitungszeit: 15 bis 20%; kurzfristige Lieferungen möglich.
Mit der Ein-Marken-Strategie vereint die Auma Riester GmbH & Co. KG ihre Divisionen: Auma Water, Auma Power, Auma Oil & Gas, Auma Drives und Auma Industry. Diese verweisen auf die Märkte, in denen das Unternehmen tätig ist. Die Synergien dieser Teilbereiche werden sowohl beschaffungstechnisch als auch in Entwicklung, Konstruktion und Technik genutzt. Am Standort Coswig befindet sich das Tochterunternehmen Auma Drives GmbH. Insgesamt 200 Mitarbeiter*innen sind hier tätig, davon 150 in der Produktion und 60 in den indirekten Bereichen.
Als Entwickler und Hersteller für Getriebelösungen bringt Auma Drives viele Jahrzehnte Erfahrung in die Auma-Gruppe ein. Die Unternehmensgeschichte reicht bis ins Jahr 1896 zurück und führte die damalige Getriebefabrik Coswig (GFC) 1991 unter das Dach der Gruppe. Die Auma-Gruppe aus Müllheim erkannte das Potenzial, das die hochwertigen Schneckengetriebe aus Sachsen für das eigene Produktportfolio und darüber hinaus boten. Die Gruppe übernahm das Unternehmen, ab 2005 trug es den Namen GFC AntriebsSysteme GmbH. Mit der Umfirmierung zu Auma Drives wurde die Integration in die Auma-Gruppe endgültig abgeschlossen. Werner Riester ist es zu verdanken, dass die Getriebeproduktion von Müllheim nach Coswig verlagert wurde. Der Bereich der Sondergetriebe lag ihm besonders am Herzen; seinem Einsatz ist es geschuldet, dass auf diesem Gebiet weitergearbeitet und – entwickelt wird.

„Uns hat die Performance sehr begeistert, also was die Maschine an Zerspanungsleistung kann. Und dass man in puncto Genauigkeit keine Abstriche machen muss.“ – Marko Kost, Teamleiter Technical Support bei Auma Drives


Infos zum Anwender
Mit der Ein-Marken-Strategie vereint die Auma Riester GmbH & Co. KG ihre Divisionen: Auma Water, Auma Power, Auma Oil & Gas, Auma Drives und Auma Industry. Diese verweisen auf die Märkte, in denen das Unternehmen tätig ist. Die Synergien dieser Teilbereiche werden sowohl beschaffungstechnisch als auch in Entwicklung, Konstruktion und Technik genutzt. Am Standort Coswig befindet sich das Tochterunternehmen Auma Drives GmbH. Insgesamt 200 Mitarbeiter*innen sind hier tätig, davon 150 in der Produktion und 60 in den indirekten Bereichen. Auma Drives ist ein international tätiger Systemanbieter für kundenspezifische Getriebe und Antriebslösungen.
https://auma-drives.com/
Alle Schritte abgebildet
Der Produktlebenszyklus ist bei Auma ein Alleinstellungsmerkmal. Von der Machbarkeitsstudie bis zur Inbetriebnahme werden alle Schritte abgebildet. Die Produktidee des Kunden geht über in die Entwicklung und Konstruktion eines Produktkonzepts und mündet in der Herstellung und Prüfung eines Prototyps. Nach der Qualitäts- und Produktionsplanung geht es in die Teilebeschaffung. Immer wichtiger wird die Kennzeichnung und Rückverfolgbarkeit. Im Bereich CSP (Concentrated Solar Power) ist dies essenziell, da hier beispielsweise 80.000 Antriebe ausgeliefert werden. Funktionieren bei einem Solarfeld drei Anlagen nicht, kann man durch die Rückverfolgbarkeit bestimmen, wo diese Teile verbaut sind, sie anschließend reparieren und wieder einbauen. Somit ist Transparenz gegeben. „Das funktioniert mit QR-Codes und ist rückverfolgbar“, weiß Marko Kost, Teamleiter Technical Support bei Auma Drives. „Bei einem Ausfall im Getriebe – z. B. eine defekte Schneckenwelle – welcher auf einen Materialfehler zurückzuführen ist, sucht man in der entsprechenden Materialcharge und weiß genau, welche Getriebe das betrifft und welche ausgetauscht werden müssen. Das wird bei all jenen Standardteilen gemacht, die im Kraftfluss sind oder auch aufgrund eines ausdrücklichen Kundenwunsches.“
In der Montage wird nochmals geprüft, ob das Teil wirklich bereit für den Versand ist. Der Prozess geht anschließend zur Endprüfung und in den Versand. Auch die Entsorgung ist ein wichtiger Faktor, der von Kunden immer mehr gefordert wird (Materialabbau, Schreddern etc.). „Da sind wir sehr stolz darauf, dass wir das durchgängig anbieten können. Das wird auch bei uns im Management-System gelebt. Wir sind hier nach der Umweltmanagementnorm ISO 14001 zertifiziert“, betont Kost.

V.l.n.r.: Michael Müller, Regional Sales Manager bei WFL, und Marko Kost, Teamleiter Technical Support bei Auma Drives, vor der M40X-G Millturn.
Umfassendes Produktspektrum
Entwicklung, Zerspanung, Montage, Prüfung und Qualitätssicherung werden bei Auma am Standort Coswig abgewickelt. „In puncto Getriebehardware sind wir sozusagen das Entwicklungszentrum für die gesamte Auma Gruppe. Das betrifft die Mechanik bei den Getrieben“, erklärt der Teamleiter des Technical Supports. Schneckenwelle, Schneckenrad und Gehäuse sind die A-Teile, welche bei Auma Drives gefertigt werden und sich im Kraftfluss befinden. Das sind die Hauptkomponenten und Hauptkompetenz von Auma Drives.
„Customized Solutions“ ist bei Auma Drives mehr als ein Schlagwort. Vielmehr steht es für ein Versprechen, an dem sich alle Entwicklungsschritte ausrichten. Denn „kundenspezifische Lösungen“ erfordern bei der Konstruktion und Entwicklung von Getrieben und Antriebssystemen klar strukturierte Prozesse – von der ersten Projektskizze bis zum fertigen Produkt. Ziel ist ein Produkt, dessen Leistung und Effizienz zum Wettbewerbsvorteil des Kunden wird. Mit diesem Anspruch durchläuft jedes Kundenprojekt bei Auma Drives mehrere Etappen, die ausnahmslos im eigenen Haus durchgeführt werden. Die Maschinen in der Auma Gruppe werden von einem gruppenübergreifenden Projektteam ausgearbeitet und beschafft. Im Fall der M40X-G war es ein Projektteam bestehend aus dem Spezialisten für Drehmaschinen „Koordinator und Projektleiter“ Hr. Jochen Pfeiffer aus dem Auma Riester WerkOstfildern, der Fertigungsleitung sowie dem Schichtführer für Drehen aus Coswig, dem Zentraleinkauf im Auma Riester Werk Müllheim und Marko Kost, Projektverantwortlicher für Coswig. Maßgeblich am gesamten Projekt war die Zusammenarbeit mit Herrn Pfeiffer, der einen wesentlichen Anteil am Erfolg des Projektes hat.

Der Produktlebenszyklus ist bei Auma ein Alleinstellungsmerkmal. Von der Machbarkeitsstudie bis zur Inbetriebnahme werden alle Schritte im eigenen Werk abgebildet.
Große Teile komplett bearbeiten
Die Auma Gruppe ist international gut aufgestellt, wobei der asiatische Markt ein großer Fokuspunkt ist. Dort befindet sich ein Produktionswerk, ebenso wie in Indien und den USA. In China gibt es sogar ein Montagewerk. Der Markt für Fahrtreppen ist dort besonders groß. Aktuell stehen bei Auma in Coswig 32 Maschinen, davon eine Komplettbearbeitungsmaschine, und zwar die M40X-G Millturn von WFL. Für die Gehäusefertigung werden 4-Achs Bearbeitungszentren eingesetzt. Auf diesen werden die Getriebegehäuse bearbeitet.
Für die Schneckenwelle gibt es einen eigenen Bereich zum Drehen. „Hier haben wir uns mit einem Dreh-Bohr-Fräszentrum als Komplettbearbeitungsmaschine verstärkt. Zudem haben wir noch reine Drehmaschinen. Die Schneckenwelle wird auf speziellen Verzahnungsmaschinen noch weiterbearbeitet. Das Verzahnungsprofil in den geforderten Qualitätsklassen erreichen wir nur mit Schleifen. Dazu verwenden wir Profilschleifmaschinen. Die Schneckenräder werden bei uns gedreht und auf Abwälzfräsmaschinen weiterbearbeitet,“ so Kost. Bis auf die Rohform und die Wärmebehandlung werden alle Bearbeitungsschritte der Bauteile in Coswig gemacht.
Auf der WFL-Maschine werden große Schneckenwellen gefertigt. Die Hochleistungsschneckengetriebe von Auma werden etwa in Betonmischanlagen eingesetzt. Kost gibt Einblicke in den ursprünglichen Bearbeitungsprozess: „Dieses Wellenteil haben wir früher in sehr vielen Einzelschritten hergestellt: also vordrehen, Verzahnung vorfräsen; denn das Verzahnungsschleifen ist ein sehr teurer Prozess. Anschließend geht es in die Wärmebehandlung: Das Teil muss geglüht werden, weil im Bearbeitungsprozess Spannungen frei werden und sich die Bauteile verziehen. Danach wurden die Wellen fertiggedreht, die Verzahnung vorgeschliffen, schließlich erfolgte die Wärmebehandlung bzw. das Einsatzhärten und dann wurde die Welle wieder auf die Drehmaschine aufgespannt. Beide Seiten wurden gedreht, dann wurden Nuten gefräst; das Teil kam wieder auf eine andere Maschine und dann ging es erst zum Fertigschleifen der Verzahnung. Abschließend wurden noch die Sitze außen in der Rundschleifmaschine fertig geschliffen. Sehr viele Einzelprozesse, die eine sehr hohe Durchlaufzeit verursacht haben.“ Mit der neuen Maschine von WFL wird die Schneckenwelle nun komplett in einer Aufspannung vorgedreht. Die Verzahnung wird vorbearbeitet, wodurch das Vorschleifen der Verzahnung entfällt. Die Welle geht von der Maschine direkt zum Einsatzhärten. Nach dem Einsatzhärten läuft der Bearbeitungsprozess bis zur fertigen Schneckenwelle in der M40X-G weiter.
Das Verzahnungsfertigschleifen nach dem Einsatzhärten ist der letzte Prozess, der noch auf einer anderen Maschine gemacht wird. Alle anderen Prozesse finden auf der WFL statt. Kost freut sich über die Einsparungen, die dadurch bereits erreicht wurden: „Bei der Rüstzeit haben wir 50 % eingespart. Bei der Bearbeitungszeit sind es 15 bis 20 %, aber da sehen wir noch mehr Potenzial. Die Durchlaufzeit hat sich um die Hälfte reduziert. Wir haben noch den externen Härteprozess dabei. Das hindert uns manchmal daran, flexibel zu sein. Aber mit der WFL haben wir nun bei einem supereiligen Auftrag den Vorteil, dass wir sehr kurzfristig liefern können.“
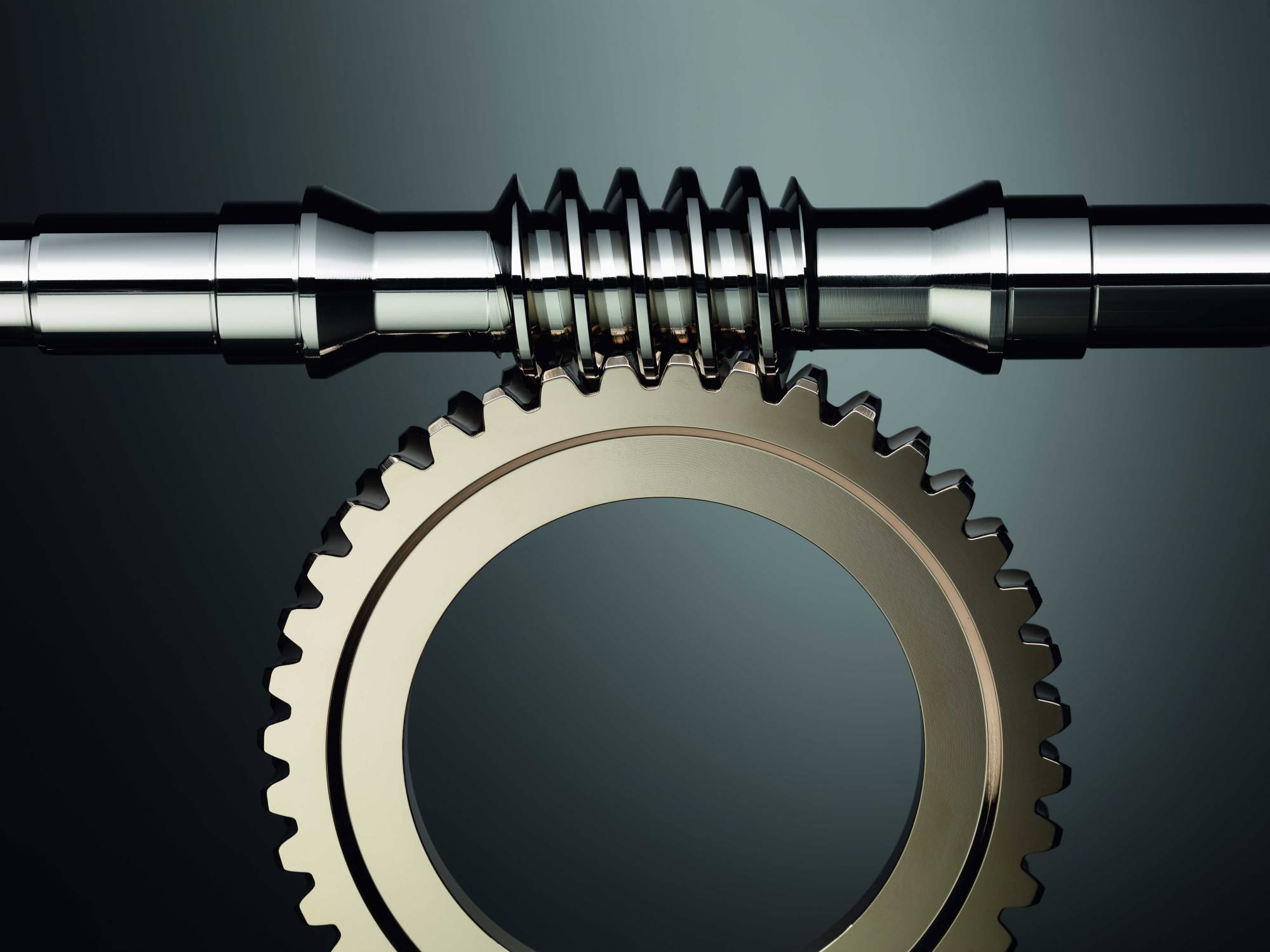
Zum Portfolio der Industriegetriebe von Auma Drives zählen u. a. Schneckengetriebe und Doppelschneckengetriebe, teils kombiniert mit Stirnradgetrieben.
Wettbewerbsfähigkeit sichern
Die Maschine ist speziell für die Schneckenwellen ausgelegt. In Planung ist allerdings schon die Bearbeitung der Hülsen, welche im Getriebe verbaut sind. Diese bilden den Abtrieb des Getriebes. Bei Auma bestimmt der Kunde die Abtriebsform. „Wir können etwa eine Welle einbauen, aber die Bohrungen werden beispielsweise oft vom Kunden vorgegeben. Auch mit Innenverzahnungen haben wir das bereits hergestellt; da sind wir sehr kundenorientiert,“ berichtet Kost. Was das Teilespektrum betrifft, gibt es laut Kost auch in Entwicklung und Konstruktion große Freude: „Für die ist das auch ein großer Gewinn, denn sie können in ihre Neuentwicklungen Elemente einbringen, die vorher technisch nicht machbar waren. Und solange das in der eigenen Produktion bleibt, sichert uns das auch die Wettbewerbsfähigkeit.“
Bei Auma Drives in Coswig werden Losgrößen von 1 bis 24 Stück auf der WFL gefertigt. „Aufgrund der kleinen Losgrößen war uns sehr wichtig, dass die Maschine 'rüstfreundlich' ist. Deshalb haben wir auch ein großes Werkzeugmagazin dabei, damit wir hauptzeitparallel rüsten können. Wir haben auf Haupt- und Gegenspindel fest aufgebaute, moderne Spannfutter mit Backenschnellwechselsystem und für die speziellen Anwendungen bei der Fertigbearbeitung setzen wir teilweise Stirnmitnehmer ein, welche wir auf das Backenfutter aufbauen können und damit sehr rüstfreundlich unterwegs sind“, weiß Kost. Wichtig für Auma Drives war es eine geeignete Maschine für die Fertigung der Schneckenwellen und Hülsen zu haben, wodurch die WFL-Maschine ins Spiel kam.
Das kann die Komplettbearbeitung
Kost fährt fort: „Wenn man heute von Automatisierung spricht, so ist dies im Grunde schon durch die Komplettbearbeitung gegeben. Der Bediener drückt auf Start und wir bekommen am Ende ein komplettes, fertiges Teil heraus. Das war für uns schon eine simple Automatisierung.“ Doch nicht nur die professionelle Analyse der Teilefertigung hat imponiert. „Uns hat die Performance sehr begeistert, also was die Maschine an Zerspanungsleistung bietet. Und dass man in Punkto Genauigkeit keine Abstriche machen muss. Wir haben einen sehr engen Toleranzbereich, teilweise bis zu IT6, die wir heute mit dem In-Prozess-Messtaster durch Drehen fertig bearbeiten. Bisher wurde uns da immer gesagt, dass man das Schleifen muss, aber tatsächlich kann man das drehen. Das ist für uns ein großer Wettbewerbsvorteil. Und natürlich die Konzeption mit Schrägbett – das ist in puncto Stabilität entscheidend.“

Messen in der Maschine
Die Messtechnik auf der WFL-Maschine bringt vor allem für die Durchlaufzeit einige Benefits. Kost sieht das als großen Vorteil: „Die Verzahnung an der Welle herzustellen, wurde mithilfe eines speziell für uns entwickelten Sonderzyklus gemacht. Die Programmierer geben die Daten ein, aber das war für uns eine große Herausforderung. Denn beim Programmieren musste man immer den Zahn zeichnen und dann entsprechend im Programm simulieren. WFL hat uns dafür einen eigenen Programmierzyklus entwickelt, mit dem wir heute die Verzahnung im CAM programmieren sowie direkt an der Maschine ändern können. Man gibt die Verzahnungsdaten ein und kann anschließend Fräsen oder Drehen. Der Ablauf funktioniert reibungslos. Das war eine großartige Zusammenarbeit. Wir können die Verzahnung auch mit einem Messtaster messen und dann fertig bearbeiten.“ Dazu verwendet Auma Drives die Messtechnik der Maschine. Auch der Rundlauf der Welle wird auf der Maschine gemessen, ohne die Welle zu drehen. „Das ist wirklich großartig, weil das Teil in der Maschine komplett durchlaufen kann,“ betont Kost.

Alle Daten im Blick
Die WFL-eigene 3D-Simulationssoftware CrashGuard Studio wird bei Auma für die Simulation genutzt. CrashGuard (patentiertes Kollisionsvermeidungssystem) kommt für den Kollisionsschutz an der Maschine zum Einsatz. Programmiert wird bei Auma mit TopSolid, da das Programm lange im Einsatz ist und die Mitarbeiter gut darauf geschult sind. Dennoch will man aufgrund der kleinen Losgrößen einen Weg finden, den Ablauf zu vereinfachen, sodass die Fachleute an der Maschine auf gewisse Prozesse reagieren können. Kost erklärt die Problematik: „Wenn man ein externes CAM-System hat, ist das immer schwierig, weil der Bediener an der Maschine am Programm kaum Änderungen vornehmen kann. Deshalb wollen wir eine Lösung finden, damit der Bediener selbst an der Steuerung programmieren kann. Wenn er beispielsweise drei Aufmaße auf zwei umschreiben möchte.“
Bei der Digitalisierung setzt Auma verschiedenste Tools ein. Beispielsweise wird der Energieverbrauch der Maschinen getrackt. Bei der Frage nach zukünftigen Projekten hat Kost schon Ideen parat: „Was die Programmierung und Simulation betrifft, wollen wir uns definitiv weiterentwickeln. Das spart uns Einfahrzeit. Die Maschine soll effizient eingesetzt werden. Außerdem entfallen dank der neuen M40X-G zukünftig drei Maschinen aus der Produktion in Coswig. Der Platz wächst für Maschinen, die mit Automation kommen. Und Platz braucht man immer. Zudem rechnen wir mit Wachstum. Ich kann mir gut vorstellen, dass wir mehr mit Komplettbearbeitungsmaschinen arbeiten werden und die Spezialmaschinen aussondern. Das ist schon eine erhebliche Zeitersparnis. Uns ist vor allem wichtig, einen zuverlässigen Partner zu haben und das erkennen wir bei WFL zweifellos.“
Teilen: · · Zur Merkliste