Komplettbearbeitung von Komponenten für Kleinkraftwerke mit der MILLTURN von WFL
Energiegewinnung, Energieeffizienz, Energiekrise – das Thema Energie beschäftigt uns heute mehr denn je. Das Wachstum sauberer Energietechnologien schreitet unaufhörlich voran, Unternehmen wollen ihren Energiehaushalt effizient verwalten und der CO₂-Nachweis von Produkten wird wohl in naher Zukunft zum Verkaufskriterium.
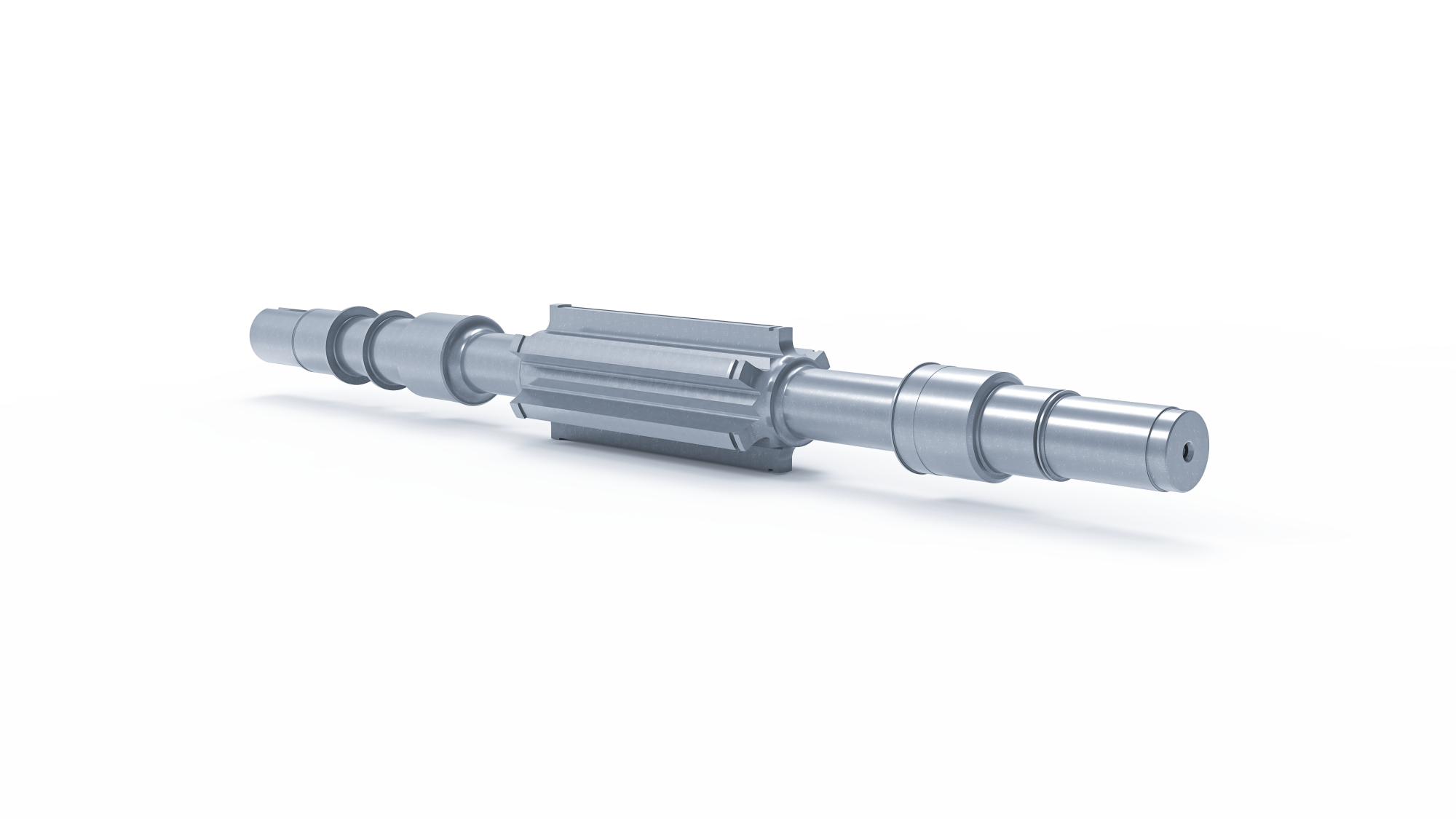
Ein wichtiger Sektor der Komponenten für Kleinkraftwerke sind Generatorwellen.
Bis zum Ende des 19. Jahrhunderts wurde Energie durch menschliche und tierische Kraft erzeugt. Im steten Voranschreiten der industriellen Revolution wurden schnellere und effizientere Lösungen gefunden, um Energie zu erzeugen. Die Rede ist von Kleinkraftwerken jeglicher Art. Auch WFL etabliert sich auf diesem Sektor mit der Komplettbearbeitung von Schlüsselkomponenten für Kleinkraftwerke: Turbinen-, Getriebe- und Generatorwellen sowie Ventile und Pumpenräder weisen höchste Form- und Lagetoleranzen auf und stellen hohe Ansprüche an deren Bearbeitungsprozess. Für die effiziente Fertigung solcher Werkstücke beherrscht eine MILLTURN die notwendigen Spezialtechnologien wie etwa das Fräsen von Sonderprofilen oder großer Verzahnungen sowie das Schleifen von Wellenteilen inklusive Rundlauf- und Rundheitsmessung – alles unter Einhaltung höchster Präzisionsanforderungen.
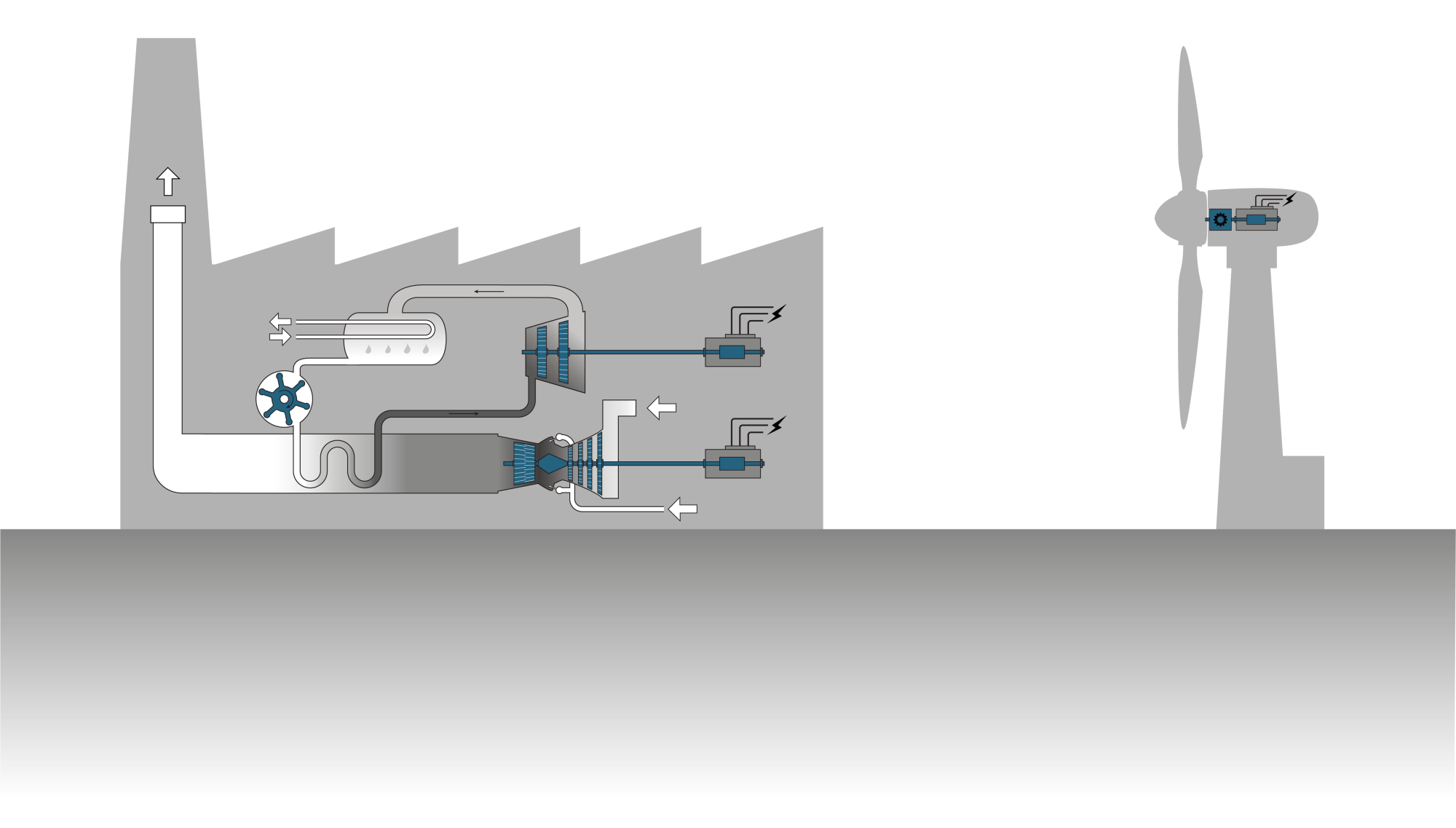
Ventile, Pumpenräder, Turbinen-, Getriebe- und Generatorwellen: Diese Komponenten sind in Kleinkraftwerken verbaut.
Der Bearbeitungsablauf
Das spannungsarm geglühte Rohteil für Generatorwellen kommt häufig vorgedreht und mit aufgeschweißten Stegen zur MILLTURN. Alternativ zu den aufgeschweißten Stegen werden einige Generatorwellen auch aus dem Vollen hergestellt. Besonders wichtig bei der Bearbeitung der aufgeschweißten Stege ist, dass das Rohteil in Umfangsrichtung so ausgerichtet wird, dass die Längsnuten jeweils mittig der Stege eingebracht werden. Mit den WFL-Messzyklen erfolgt das Rohteilvermessen vollautomatisch, wobei sogar Fehler von der Schweißbearbeitung ausgemittelt und korrigiert werden können. Hingegen ist bei den Wellen aus dem Vollen ein sehr hohes Zeitspanvolumen wichtig. Im Schaftbereich sind schräge Bohrungen ø 60 Millimeter einzubringen, welche die Zentrumsbohrung ø 100 Millimeter in einer Tiefe von ca. 500 Millimeter treffen. Sämtliche Bohrungen können ohne Vorrichtung in der MILLTURN eingebracht werden, wobei sogar ein Verrunden der Bohrungskanten sehr elegant durchgeführt wird. Der präzise zu fertigende Außendurchmesser der Stege wird mittels Drehfräsen auf Passungsqualität IT7 fertig bearbeitet. Lagersitze an den Zapfen werden in höchster Präzision gedreht und anschließend rolliert. Die WFL In-Prozess-Messung garantiert Prozesssicherheit – auch bei Passungsqualität IT6.

Fertigung von Tannenbaumprofilnuten mit feinster Oberflächengüte und hoher Formgenauigkeit.
Einsparung garantiert
Die Einsparungspotenziale bei der Bearbeitung von Generatorwellen in einer MILLTURN sind gegenüber der aufgelösten Fertigung beachtlich: Ganze 60 Prozent können durch die Komplettbearbeitung in der Prozesskette eingespart werden. Bei der Rüstzeit sind es sogar 80 bis 90 Prozent.
Teilen: · · Zur Merkliste