anwenderreportage
MSG setzt auf CNC-Hochleistungs-Drehzentrum Hyperturn 45 G3 von Emco
Wirtschaftliche Serienfertigung mit Drillingen: Die Herausforderungen für die Automobilzulieferindustrie werden nicht kleiner. Generell sind die Margen der zu fertigenden Bauteile nicht allzu groß, der Wandel bei den Antriebskonzepten hin in Richtung Elektromobilität tut sein Übriges dazu. Umso mehr sind Know-how, Produktivität und Flexibilität gefragt. Die MSG Mechatronic Systems GmbH zeigt eindrucksvoll, wie man durch Problemlösungskompetenz, Innovationskraft und höchste Produktqualität überzeugen kann. Für Letzteres sorgen nicht zuletzt drei automatisierte CNC-Hochleistungs-Drehzentren Hyperturn 45 G3 von Emco.

Drillinge bei MSG: Zur Serienbearbeitung von Stösselführungen für Verbrennungsmotoren setzt die MSG Mechatronic Systems GmbH auf drei baugleiche automatisierte CNC-Hochleistungs-Drehzentren Hyperturn 45 G3 von Emco. (Alle Bilder: x-technik)
Shortcut
Aufgabenstellung: Serienbearbeitung von Stösselführungen für einen Verbrennungsmotor.
Lösung: CNC-Hochleistungs-Drehzentrum HYPERTURN 45 G3 von Emco.
Material: Einsatzstahl 16MnCrS5 (1.7139).
Nutzen: Auf den Prozess ideal abgestimmte Lösung; hohe Genauigkeiten; kompakte Anlage; hohe Flexibilität, Produktivität und Wirtschaftlichkeit.
Die MSG Mechatronic Systems GmbH (MSG) hat sich auf die Entwicklung und Produktion hochwertiger mechatronischer Komponenten für die Automobilindustrie spezialisiert. Im Besonderen sind das Nockenwellen-Verstelleinheiten, Kühlwasserventile, Proportionalventile, radiale Lüfter oder lineare Schalt-Aktuatoren. Diese werden in Jahreslosen zwischen 150.000 bis 6.000.000 Mio. Teile hergestellt. „Wir sind kein klassischer Auftragsfertiger, sondern Entwicklungspartner“, erklärt DI Dr. techn. Mario Kleindienst, Vertriebsleitung bei MSG, und er ergänzt: „Als zukunftsorientiertes Unternehmen überzeugen wir unsere Kunden mit Problemlösungskompetenz, Innovationskraft und höchster Produktqualität.“ Die Produktentwicklung bei MSG geht aktuell vermehrt in Richtung komplexerer, softwarebasierter Systeme – beispielsweise Drehventile für das Thermomanagement.

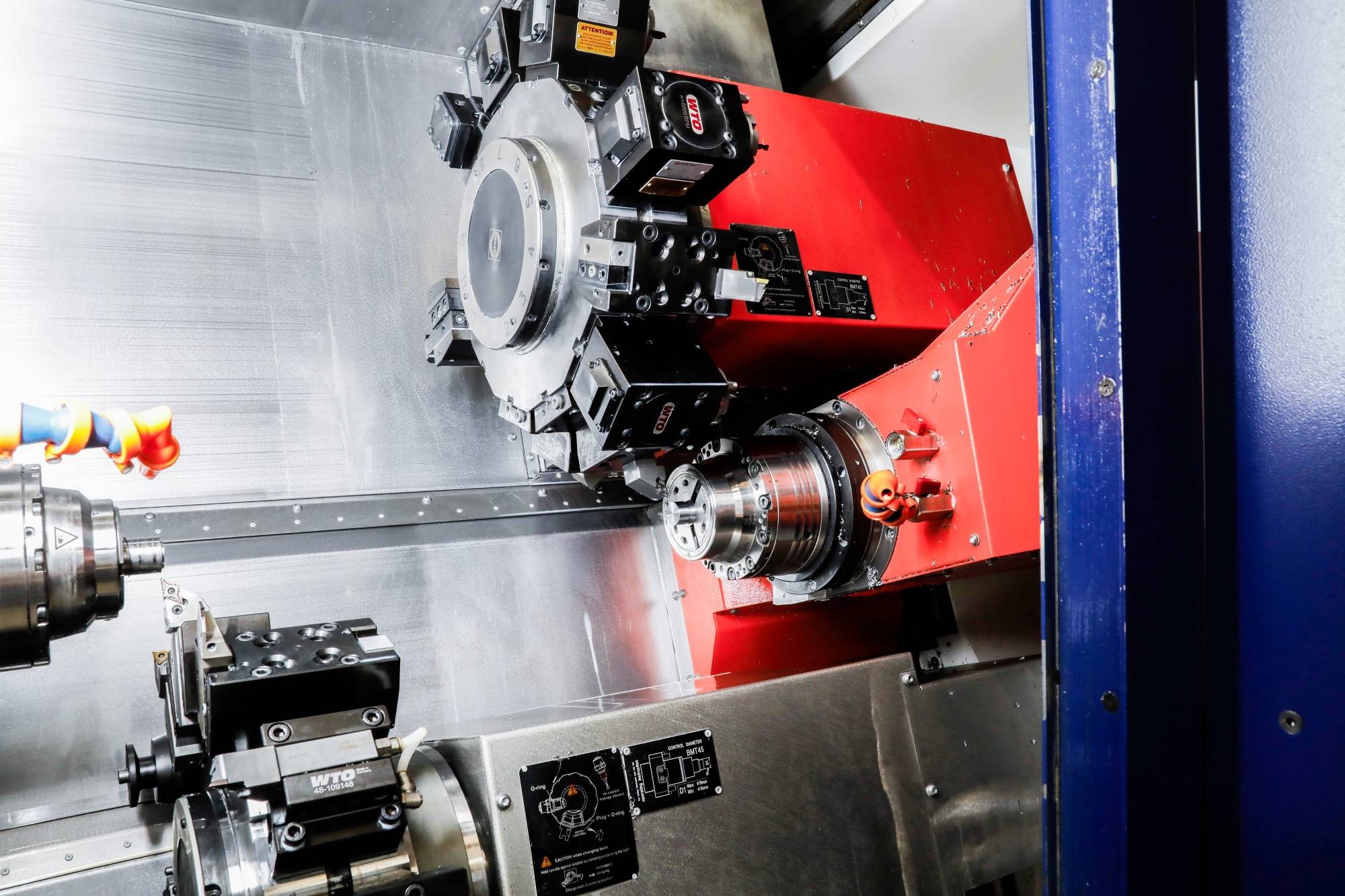
Die Hyperturn 45 G3 überzeugt laut MSG durch eine sehr kompakte Bauweise, leistungsstarke Haupt- und Gegenspindeln, hochdynamische Antriebe in allen Achsen sowie zwei Werkzeugrevolver BMT45P mit angetriebenen Werkzeugen.


Eckdaten des Bauteils:
• Stösselführung
• Stückzahl: 1.000.000
• Material: 16MnCrS5 (1.7139)
• vakuumgehärtet 320 bis 450 HV10
Höchste Qualitätsanforderungen
Gegründet im Jahr 2005, beschäftigt MSG an den Standorten in Wies und Hörmsdorf bei einem Jahresumsatz von ca. 50 Mio. Euro mittlerweile 240 Mitarbeiter. Zudem betreibt man ein Joint Venture in Jiaxing (China) mit weiteren 150 Mitarbeitern. Als Tier-1- oder Tier-2-Lieferant gehören vor allem die großen deutschen Premiumhersteller zum Kundenklientel. „Absolute Präzision, Null-Fehler-Toleranz, höchste Zuverlässigkeit und 100-prozentige Nachverfolgbarkeit sind daher ein Muss und das Fundament unserer Produktion“, fasst Kleindienst die Herausforderungen eines Automobilzulieferers zusammen. Dementsprechend wichtig sind gut ausgebildete Fachkräfte und eine bestmöglich automatisierte Logistik, Fertigung und Produktion. „Wir unterziehen jedes einzelne Stück aus unserer Produktion einer umfassenden Endkontrolle mit eigens abgestimmten Prüfverfahren“, so Kleindienst weiter.
Hohe Genauigkeiten gefordert: Bei den beiden Passbohrungen der Stösselführung müssen Positionstoleranzen von +0,025 mm zum Zylinder bzw. eine maximale Rauhtiefe von Rz = 8,0 µm eingehalten werden.
Interne Kapazitäten abdecken
Um im Bereich der mechanischen Fertigung noch flexibler und reaktionsschneller zu werden, hat man vor drei Jahren eine eigene Zerspanungsabteilung in Hörmsdorf gegründet und sukzessive ausgebaut – aktuell sind hier 19 Mitarbeiter beschäftigt: „Unsere Schwerpunkte liegen in der wirtschaftlichen Bearbeitung komplexer Bauteile, sowohl im Drehen als auch im Fräsen“, bringt sich Christian Orthaber, Production Engineering bei MSG, ein.
Neben der klassischen Lohnfertigung fungiert man als Zulieferer für die eigene Produktion in Wies. „Ein strategisches Ziel ist es, die internen Kapazitäten zukünftig größtmöglich abzudecken“, so Orthaber weiter.


Eckdaten HYPERTURN 45 G3
• CNC-Hochleistungs-Drehzentrum
• zwei leistungsstarke Arbeitsspindeln (0 – 7.000 U/min; 100 Nm; 15 kW)
• hochdynamische Antriebe in allen Achsen
• Werkzeugrevolver 2x BMT45P (12.000 U/min; 20 Nm; 8 kW)
• angetriebene Werkzeuge an beiden Revolvern
• stabile Y-Achse mit 80 mm Verfahrweg
• kompakte Abmessungen
Flexible horizontale Bearbeitung
Ein sehr gutes Beispiel hierfür ist das Projekt Stösselführung. „Dieser Bauteil kommt in Ventilen der Nockenwellen von Verbrennungsmotoren zum Einsatz, um Zylinderabschaltungen in Zehntelsekundenschnelle durchführen zu können“, erklärt der MSG-Zerspanungstechniker. Die vakuumgehärteten Bauteile sind übrigens aus einem Einsatzstahl 16MnCrS5 (1.7139).
Zur Fertigung der Stösselführung mit Serien von bis zu 1.000.000 Stück pro Jahr standen mehrere Möglichkeiten zur Auswahl, wobei sich MSG letztlich für das Konzept des Halleiner Werkzeugmaschinenherstellers Emco mit drei baugleichen CNC-Hochleistungs-Drehzentren Hyperturn 45 der dritten Generation entschieden hat. „Neben der externen Fertigung stand auch ein Konzept mit einer vertikalen Drehmaschine inklusive Automatisierung zur Diskussion. Aufgrund der weitaus größeren Flexibilität hat uns aber die horizontale Lösung mit Stangenlader überzeugt“, begründet Orthaber die Entscheidung. Dies hat sich von Beginn als goldrichtig herausgestellt, fertigt man auf einer der drei Hyperturn 45 G3 zusätzlich das Stösselführungsrohr ebenfalls in großen Stückzahlen. „Der große Vorteil der horizontalen Bearbeitung ist die sehr einfache Zuführung des Rohmaterials über Stangenlader. Die fertig bearbeiteten Bauteile werden über eine Auffangschale entladen und können vom Mitarbeiter sofort überprüft werden“, fasst Andreas Pichler, Area Sales Manager bei Emco, zusammen.

Hervorragende Zusammenarbeit: Sowohl die technische Unterstützung als auch die After-Sales-Betreuung seitens Emco sind laut MSG hervorragend (Anm.: im Bild Andreas Pichler und Zerspanungstechniker Erich Jammernegg).

Der große Vorteil der horizontalen Bearbeitung ist die sehr einfache Zuführung des Rohmaterials über einen 3-Meter-Stangenlader.

Auf einer der drei Hyperturn 45 G3 wird aktuell das Stösselführungsrohr ebenfalls in großen Stückzahlen produziert. Im Bild Facharbeiterin Heidelinde Lampl bei der Entnahme der Bauteile.

DI Dr. techn. Mario Kleindienst
Vertriebsleitung MSG Mechatronic Systems GmbH
„Für einen Automobilzulieferer steht Produktivität an oberster Stelle. Im Bereich der mechanischen Fertigung haben wir mit Emco den richtigen Partner gefunden.“
Hyperturn 45 G3 mit bestem Gesamtpaket
Die Auswahl hat man sich seitens MSG nicht leicht gemacht, spielt doch maximale Produktivität im Bereich der Automobilindustrie eine entscheidende Rolle. „Emco hat uns bei der Ausarbeitung ausgezeichnet unterstützt. Neben entsprechenden Zeitstudien haben wir auch den Bearbeitungsprozess gemeinsam optimiert“, geht Orthaber auf die sehr gute Betreuung seitens Emco ein und er ergänzt: „Emco hat uns von allen in Frage kommenden Anbietern mit dem besten Gesamtkonzept überzeugt!“
Mitentscheidend war sicherlich die sehr kompakte Bauweise der Hyperturn 45 G3 und die damit geringe Stellfläche. „Die drei Drehzentren passen inklusive des 3-Meter-Stangenladers optimal in unsere Fertigungshalle.“ Ebenso schätzt man seitens MSG die hohe Flexibilität des Emco-Maschinenkonzepts. „Wir bleiben damit zukünftig sehr flexibel und können bei Bedarf rasch neue Bauteile bearbeiten“, betont Christian Orthaber.

Das erfolgreiche Projektteam (v.l.n.r.): Kurt Aichmaier (Vertrieb Emco), Erich Jammernegg, Florian Gross, MSG-Produktionsleiter Franz Gutschy, Christian Orthaber (alle MSG) und Andreas Pichler (Emco).

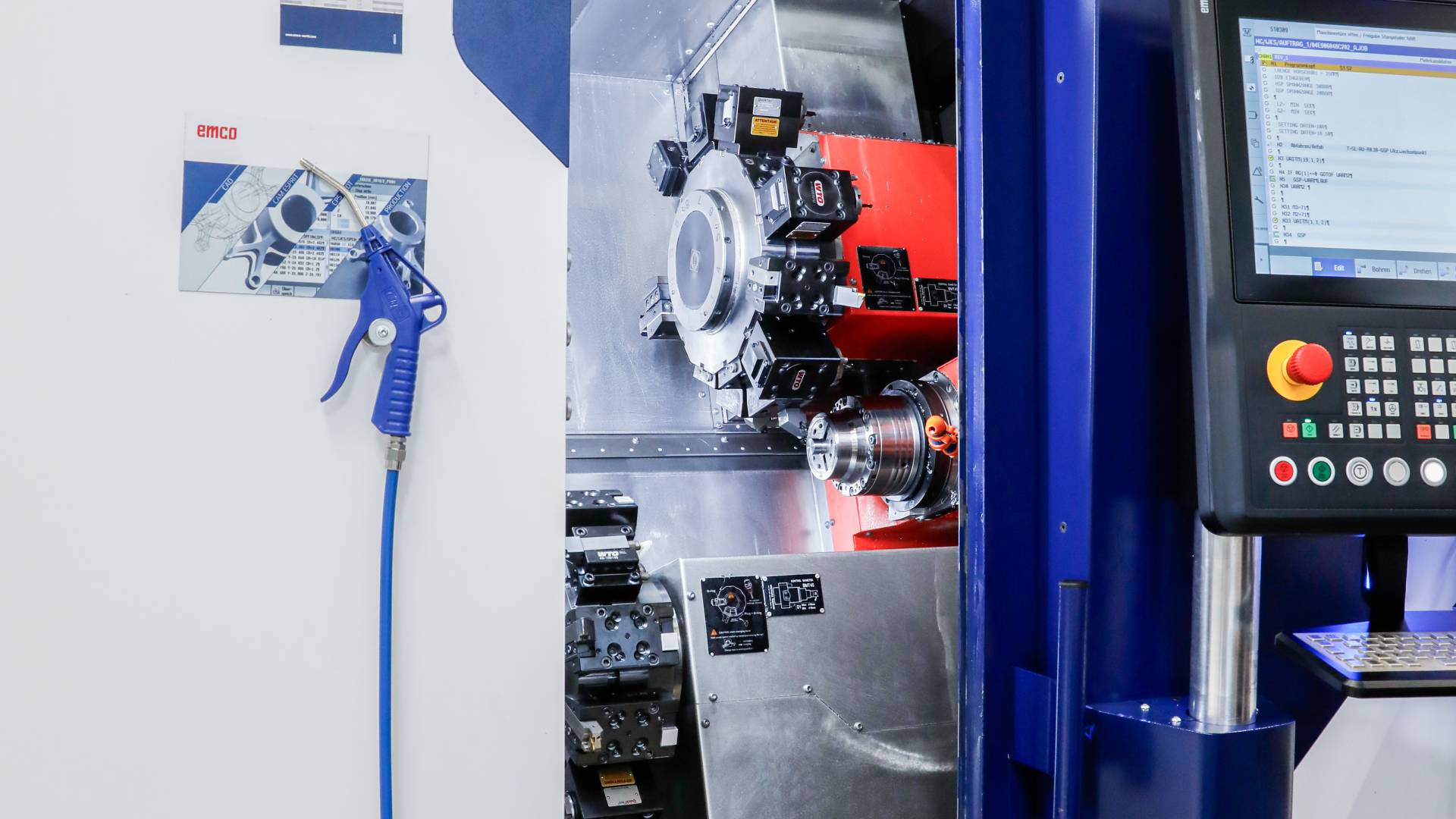
MSG nützt den digitalen Prozessassistenten EMCONNECT von Emco.

Die fertig bearbeiteten Bauteile werden über eine Auffangschale (Anm.: im Bild rechts hinten) entladen und können sofort überprüft werden.
Christian Orthaber
Production Engineering MSG Mechatronic Systems GmbH
„Sowohl die technische Unterstützung als auch die After-Sales-Betreuung seitens Emco sind hervorragend. Zudem passt das Maschinenkonzept der Hyperturn 45 G3 perfekt zu unseren Anforderungen. “
Positioniergenauigkeit entscheidend
„Mit der Hyperturn 45 Generation 3 bieten wir ein Hochleistungs-Drehzentrum mit leistungsstarken Haupt- und Gegenspindeln sowie zwei Werkzeugrevolvern BMT45P mit angetriebenen Werkzeugen. Die X- und Y-Achsen sind zusätzlich mit einem Glasmaßstab ausgestattet“, fasst Andreas Pichler die Merkmale des Emco-Drehzentrums zusammen. Zudem sorgt das aufgestellte Maschinenkonzept mit einem 72°-Schrägbett für einen guten Spänefall.
Eine hohe Genauigkeit war Bedingung für die Anschaffung, unterliegen doch die zu fertigenden Bauteile hohen Qualitätsanforderungen: „Bei den beiden Passbohrungen der Stösselführung müssen wir Positionstoleranzen von +0,025 mm zum Zylinder bzw. eine maximale Rauhtiefe von Rz = 8,0 µm einhalten. Und das bekommen wir mit unseren drei Hyperturns prozesssicher hin“, bestätigt Orthaber die Präzision der Emco-Maschinen.
Den Bearbeitungsprozess hat man, wie bereits erwähnt, daher entsprechend stabil ausgelegt: „Ein 3-Meter-Stangenlader bringt einfach Schwingungen mit sich. Daher haben wir den Bauteil verkehrt bearbeitet. Auf der Hauptspindel werden ausschließlich Vorbearbeitungen durchgeführt – die Schlichtprozesse bzw. die hochgenauen Bohrungsendbearbeitungen werden auf der Gegenspindel gemacht“, erklärt Orthaber. Ebenso wichtig ist in diesem Zusammenhang die hohe Positioniergenauigkeit der Hyperturn 45 G3, für die unter anderem ein direkter Drehgeber in der C-Achse sorgt. Die eingesetzten Werkzeuge sind großteils innengekühlt. Zur optimalen Kühlung und Schmierung steht eine Bandfilteranlage mit 600 Liter zur Verfügung.


Das aufgestellte Maschinenkonzept der Hyperturn 45 G3 mit einem 72°-Schrägbett sorgt für einen guten Spänefall.

Andreas Pichler
Area Sales Manager bei Emco
„Die Kooperation mit MSG ist für Emco sehr wichtig. Wir haben in den letzten Jahren eine erfolgreiche Partnerschaft aufgebaut und freuen uns sehr, gerade im Bereich der Automobilzulieferindustrie, mit unseren Hochleistungs-Drehzentren unterstützen zu können.“
Taktzeiten nochmals verbessert
Aufgrund von Werkzeugoptimierungen konnte die Bearbeitungszeit des Bauteils von anfänglich berechneten 88 auf 72 Sekunden reduziert werden. „Aber hier sind wir noch nicht am Ende der Fahnenstange“, ist sich Orthaber sicher, denn natürlich zähle bei derart großen Stückzahlen jede Sekunde.
MSG nützt zudem den digitalen Prozessassistenten EMCONNECT von Emco. Damit wird laut Orthaber das Maschinenbedienpult zur zentralen Plattform für alle erforderlichen Funktionen des Bedieners: „Zudem ermöglicht es uns einen direkten Zugriff auf die Maschinen von unserem Standort in Wies aus. Diese Anbindung an unser ERP-System ist für uns von großem Vorteil.“

Der fachliche Austausch war für MSG im Projekt sehr wichtig.

Alle drei Hyperturn 45 G3 sind mit einem 3-Meter-Stangenlader ausgestattet.
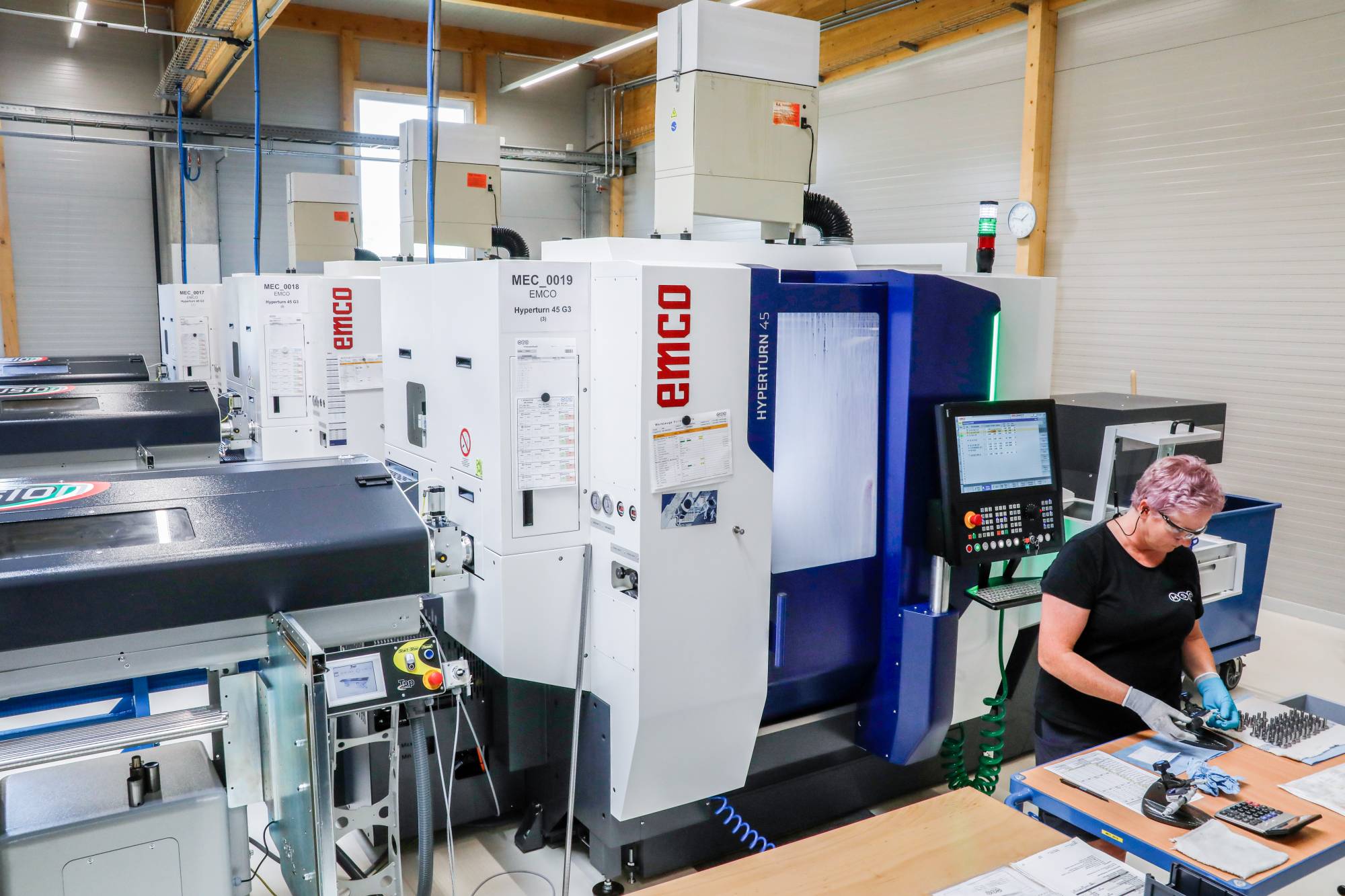
Drei baugleiche Hyperturn 45 G3 sorgen bei MSG in Hörmsdorf für höchste Produktivität und Wirtschaftlichkeit.


Infos zum Anwender
Die MSG Mechatronic Systems GmbH (MSG) liefert hochwertige mechatronische Komponenten für die Automobilindustrie – insbesondere Nockenwellen-Verstelleinheiten, Kühlwasserventile, Proportionalventile, radiale Lüfter sowie lineare Schalt-Aktuatoren in Stückzahlen von 150.000 bis 6.000.000 Mio. Teile pro Jahr. Zu den Kunden gehören vor allem große deutsche Premiumhersteller.
• Gründungsjahr: 2005
• Standorte: Wies, Hörmsdorf, Jiaxing
• 240 Mitarbeiter
• 50 Mio. Euro Jahresumsatz
• 100 % Automobilindustrie
Investition hat sich ausgezahlt
Abschließend ist man seitens MSG überzeugt, alles richtig gemacht zu haben: „Die Zusammenarbeit mit Emco sowie die Betreuung sind hervorragend. Die Anlagen sind seit dem ersten Tag an produktiv. Die Investition hat sich absolut ausgezahlt und das nächste Projekt ist bereits in Ausarbeitung“, blickt Christian Orthaber bereits in die Zukunft.
Teilen: · · Zur Merkliste